
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Прибор для контроля прессформ с линией разъема 90°.
Контроль прессформ, применяемых для изготовления уплотнительных колец.
Прессформы, применяемые для изготовления уплотнительных колец, часто бывают с конической поверхностью разъема.
Для контроля таких прессформ Е. А. Блиновым разработан прибор, в основу конструкции которого положена та же идея, что и в предыдущем примере.
Для контроля правильности расположения формообразующей канавки в них необходимо иметь три шаблона: общий для матрицы и пуансона радиусный шаблон 2 (рис. 20, а) и шаблоны 1 и 3 (рис. 20, а и б). На каждый новый размер прессформ необходимо изготовлять комплект шаблонов 1 и 3, а в случае изменения радиуса R и шаблон 2.
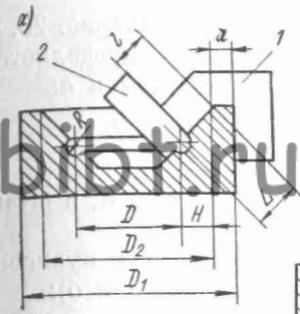
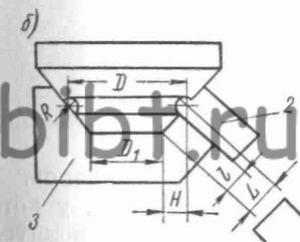
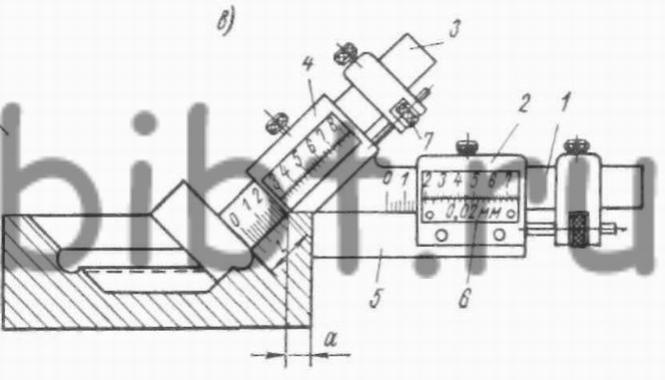
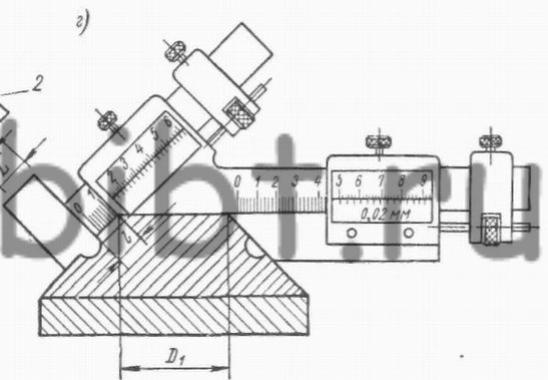
Рис. 20. Прибор для контроля прессформ с линией разъема 90°
Прибор, приведенный на рис. 20, в и г, состоит из штанги 1, кареток 2 и 4, упоров 5 (с углом 90° и 45° на торце) и подвижной штанги 3. Сменный упор 5 жестко связан с кареткой 2 и перемещается вдоль штанги 1. Подвижная штанга 3 с радиусным шаблоном перемещается в каретке 4, составляющей одно целое со штанги 1. Штанги 1 и 3 расположены под углом 45° и имеют миллиметровые шкалы. Нониусы 6 кареток 2 и 4 обеспечивают контроль с точностью 0,02 мм. Для измерения прибором нет необходимости иметь специальную подготовленную базу, как это имеет место при работе с шаблонами. На рис. 20, в показана настройка для контроля матрицы, а на рис. 20, г — пуансона.
Основными размерами у матрицы и пуансона являются диаметры D, D1 и R (рис. 20, а и б). При настройке прибора как для контроля пуансона, так и для контроля матрицы требуется определить размер l.
Настройка прибора для контроля размеров матрицы (рис. 20, в) производится по следующей схеме: микрометром определяется размер D1 и по формулам находятся размеры H, L, l и а:
H = (D2-D)/2; L=1,414H; l = L-R; a = (D1-D2)/2.
Затем каретка 2 с упором 5 настраивается на размер а, а штанга 5— на размер l.
Для настройки прибора для контроля размеров пуансона (рис. 20, г) определяются размеры H и L (рис. 20, а и б):
H=(D2-D1)/2; L =H/sin 45° или 1,414H.
Отсюда искомый размер l определяется как разность l = L — R.
После этого каретка 2 со сменным упором 5 (упор с углом 45°) настраивается на размер D1, а штанга 3 — на размер l.
Прибор заменяет большое количество сложных шаблонов.
Е. А. Блиновым разработан также вариант прибора, у которого штанги 1 и 3 не имеют шкалы, а каретки 2 и 4 — нониуса Настройка этого прибора осуществляется по концевым мерам.
При изготовлении прессформ сложной конфигурации необходимо иметь комплекты шаблонов и контршаблонов. Число отдельных шаблонов в комплектах может доходить до 8—12 шт. Так, например, для прессформы, показанной на рис. 21, а, предназначенной для изготовления резинового манжета, требовалось восемь шаблонов с контршаблонами. Необходимо отметить, что большинство сопряжений в прессформах осуществляется под углами 12 или 25°.
Так как размер А может меняться в широких пределах, то для каждого типоразмера необходимо иметь комплект шаблонов и контршаблонов.