
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>4. Измерительные инструменты со штриховой шкалой.
Прибор для контроля центровых отверстий.
Центровые отверстия являются основной технологической базой деталей круглой формы. Поэтому от качества изготовления Центровых отверстий во многом зависит качество и точность самих деталей. До настоящего времени универсального прибора для контроля размеров основных параметров центровых отверстий не было.
По предложению технологов В. Н. Локотникова и М. Н. Севалкина был изготовлен простой прибор для контроля Диаметра зенковки и глубины центровых отверстий с диаметрами 1, 1,5, 2, 2,5 и 3 мм.
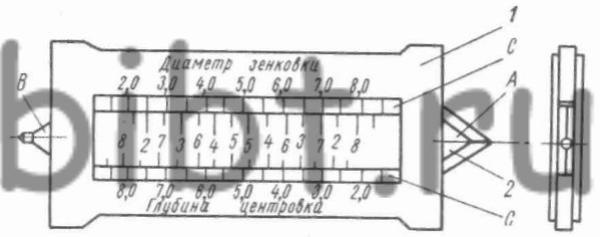
Рис. 22. Прибор для контроля центровых отверстий
Прибор (рис. 22) состоит из рамки 1, в которой может перемещаться линейка 2. Один конец линейки А замеряет диаметр зенковки, а второй В — полную глубину центрового отверстия. На лицевой поверхности линейки нанесены две шкалы. На скосах С, образующих окно в рамке, нанесены риски в виде нониуса для отсчета диаметров зенковок и глубин центровых отверстий.
Для контроля диаметра зенковки конец линейки А устанавливается в центровое отверстие и торец рамки прибора прижимается к торцу заготовки. При этом но совмещению рисок рамки и линейки определяется диаметр зенковки но верхней шкале рамки. Для контроля глубины отверстия пользуются концом линейки В.
Измерение диаметра отверстий в матрицах проколочных штампов представляет собой довольно сложную задачу. Отверстия эти чаще всего бывают небольшого размера. Поэтому измерение их диаметра обычными инструментами зачастую невозможно, так как последний не может быть введен внутрь отверстия. На практике для этой цели обычно применяют контрольные валики, специально изготовляя их для каждого отверстия. Шлифуя заготовку валика на круглошлифовальном станке, добиваются его плотной посадки в отверстии, а затем, измеряя микрометром диаметр валика, определяют диаметр отверстия.
Пригнать цилиндрический валик так, чтобы его размер в точности соответствовал отверстию, диаметр которого не известен, задача нелегкая. Для упрощения ее часто прибегают к следующему приему. Валик шлифуют не строго цилиндрически, а с очень небольшой конусностью. Тогда меньший конец валика может легко войти в отверстие, а на каком-то участке заклинится. Место пересечения поверхности валика и плоскости матрицы каким-либо образом отмечают и измеряют его диаметр микрометром. Такой метод достаточно точен, но очень трудоемок.