
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>5. Электроконтактный прибор для контроля наружных цилиндрических резьб новатора В. Н. Ильинского
Контроль резьбы крепежных деталей с помощью предельных резьбовых калибров-колец является непроизводительной и трудоемкой операцией и зачастую обходится дороже, чем их изготовление. Применение механизированного реверсивного способа о вращением кольца или изделия также не сокращает трудоемкость и, кроме того, вызывает большой износ дорогостоящего измерительного резьбового инструмента.
Электроконтактный светофорный прибор (рис. 25) для контроля резьбы исключает трудоемкую операцию навинчивания и свинчивания проходных резьбовых колец и сокращает расход измерительного инструмента. Прибор может быть широко использован при настройке резьбообрабатывающих станков, а также для контроля наружных гладких цилиндрических деталей.
В приборе применен датчик, принцип действия которого состоит в том, что с перемещением измерительного стержня 1 происходит замыкание и размыкание электрических контактов А и Б с рычагом 6. Измерительный стержень 1 может перемещаться во втулке 2, запрессованной в корпусе датчика 3. На его верхнем конце укреплен хомутик 4 со шпонкой 5, предупреждающей поворачивание измерительного стержня вокруг своей оси. Рычаг 6 закреплен на плоской пружине 7, установленной в корпусе датчика при помощи клина 8. Хомутик 4, находящийся постоянно под нагрузкой пружины 9, смещает верхний конец рычага влево и выбирает мертвый ход измерительного стержня. Верхний конец рычага 6 изолирован от корпуса и расположен между контактами А и Б.
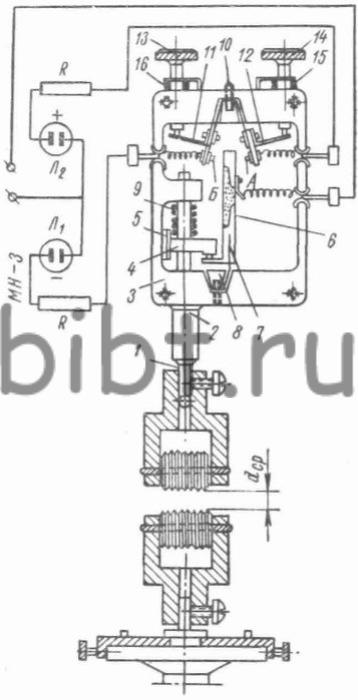
Рис. 25. Электроконтактный прибор для контроля наружных цилиндрических резьб
Контакты А и Б, в свою очередь, также изолированы от рычагов 11 и 12; правый контакт рычага 12 прижат плоской пружиной 10 к регулировочному винту 14, а левый контакт рычага 11 — к регулировочному винту 13. Мертвый ход установочных (регулировочных) винтов 13 и 14 выбирается при помощи специальных пружин 15 и 16.
Соотношение плеч 1 : 2 у рычажной передачи установочных (регулировочных) винтов значительно повышает чувствительность настройки электроконтактного датчика. Измерительная чувствительность датчика обеспечивается передаточным отношением 1 : 4 на рычаг 6, т. е. расстояние А и Б соответствует четырехкратной величине контролируемого допуска. Неоновые лампы типа МН-3 включены последовательно с добавочными сопротивлениями R = 55—75 ком, что создает возможность их включения непосредственно в сеть переменного тока с напряжением 127 или 220 в.
Прибор состоит из следующих частей: основания с плоским круглым столом, стойки и кронштейна электроконтактного датчика, роликодержателей с роликами и накладного круглого стола (для регулировки роликодержателей).
Настройку электродатчика на заданные размеры производят следующим образом. Между верхним и нижним роликами помещают контркалибр, имеющий размер, равный наименьшему предельному размеру детали, и приводят его профиль в контакт с профилями обоих роликов. Вращением регулировочного винта 13 левый контакт Б приводят в соприкосновение с рычагом 6, что покажет момент замыкания электроцепи и зафиксируется зажиганием светового табло сигнальной неоновой лампы Л1 со знаком минус.
Аналогичным способом производится настройка датчика и на верхний предельный размер резьбовой детали по контркалибру, который также устанавливают между роликами и вращением регулировочного винта 14 приводят правый контакт А в соприкосновение с рычагом 6. Момент замыкания цепи фиксируется загоранием светового верхнего табло со знаком плюс (лампа Л2).
Следовательно, если размер контролируемой детали находится в пределах допуска резьбы по ГОСТу, рычаг 6 находится между контактами А и Б и ни одна лампа не загорится, что указывает на годность контролируемой резьбы. Прибор обеспечивает хорошую стабильность в работе. Внедрение прибора на автоматных участках заводов облегчает условия труда контролеров ОТК и повышает производительность труда в 5 раз, а также сокращает расход дорогостоящего резьбового измерительного инструмента.