
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Устройство для обработки некруглых отверстий.
Устройство, предложенное А. Н. Васильевым и А. Н. Логиновым, предназначено для обработки сквозных и глухих отверстий в деталях на сверлильных и фрезерных станках, имеющих вращательные и поступательные движения шпинделя, или вращательное движение шпинделя и поступательное движение рабочего стола.
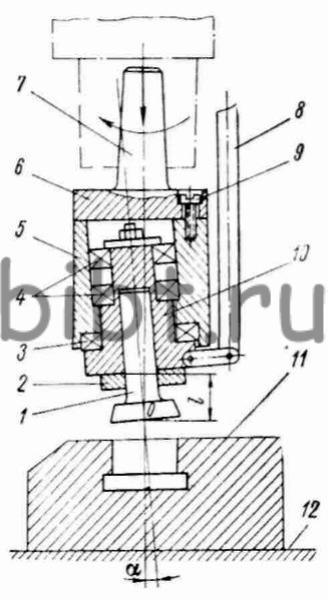
Рис. 41. Устройство для обработки некруглых отверстий
Устройство (рис. 41) состоит из корпуса 5, к которому при помощи винтов 9 жестко прикреплен фланец 6 с хвостовиком 7. Внутреннее отверстие корпуса 5 выполнено под углом α = 1—2° к оси хвостовика 7, а в отверстие корпуса на шарикоподшипниках 4 и 3 установлена оправка 10. Режущий инструмент своим хвостовиком входит во внутреннее соосное отверстие оправки 10 до упора и крепится зажимом 2, расположенным на нижнем торце оправки 10. Кроме того, оправка 10 шарнирно связана с фиксатором 8, укрепленным на шпиндельной скалке станка.
Устройство работает следующим образом. Режущий инструмент 1 закрепляется в оправке 10 таким образом, чтобы обеспечивалось совпадение плоскости режущей кромки инструмента с точкой пересечения осей О, находящейся на расстоянии l от нижнего торца оправки 10. Обрабатываемая деталь 11 с предварительно обработанным отверстием устанавливается на стол сверлильного станка 12 и контуры предварительно обработанного отверстия и режущего инструмента совмещаются (для обработки квадрата и шестигранника предварительным отверстием служит круг). После того к детали подводится режущий инструмент и включаются обороты шпинделя и подача. Корпус 5 через хвостовик 7 получает вращательное движение и движение подачи, тогда как оправка 10 совместно с режущим инструментом 1, удерживаемая фиксатором 8, проворачивается на подшипниках 4 и 3 относительно корпуса 5 и приобретает круговые колебательные движения вокруг центра О.
Точки на режущей кромке инструмента совершают возвратно-поступательное движение за каждый оборот шпинделя, при этом контакт режущего инструмента и обрабатываемой детали происходит в одной точке, которая перемещается по замкнутому контуру фасонного отверстия, углубляясь на величину подачи за каждый оборот шпинделя.
Таким образом, при вращении шпинделя станка происходит лишь колебательное движение оправки и инструмента вокруг центра О, а режущие кромки инструмента последовательно входят в соприкосновение с материалом обрабатываемого изделия, производя прошивку фасонного отверстия с точностью, на которую не влияет угол α. Вследствие того, что точка пересечения осей О перемещается совместно с режущей кромкой инструмента по направлению подачи, обработанное отверстие сохраняет размер на всю глубину обработки. Так как деталь и режущий-инструмент при этом не совершают вращательного движения, обеспечивается визуальный контроль за процессом резания, а также возможность обработки фасонных отверстий в деталях самой разнообразной формы и размеров.
Применение указанного устройства для обработки фасонных отверстий позволило механизировать ручные работы по доводке профиля глухих отверстий, резко сократить трудоемкость долбежных работ, улучшить качество обработки и в 10—12 раз увеличить производительность труда. При обработке сквозных фасонных отверстий значительно сокращаются затраты на изготовление режущего инструмента, так как он имеет одну режущую кромку, прост в изготовлении и может применяться в мелкосерийном и индивидуальном производствах.