
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>10. Режущий инструмент для обработки отверстий.
Перовое коническое сверло.
В модельных цехах при изготовлении моделей, стержневых ящиков и т. д. необходимо выполнять конические отверстия с уклоном 3—5°. Обычно отверстия сверлят перовым сверлом с последующей обработкой их вручную с помощью различных стамесок.
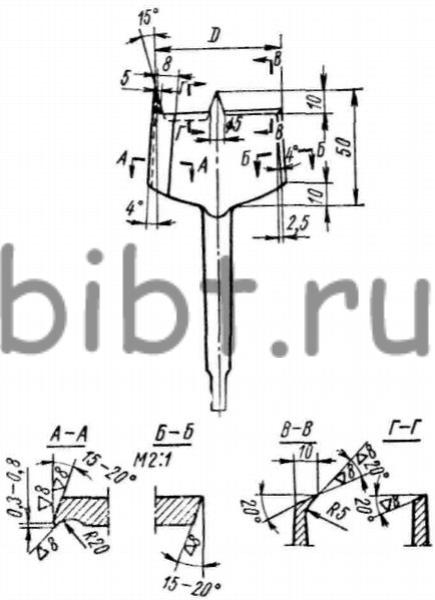
Рис. 42. Перовое коническое сверло
Н. М. Лебедкин предложил перовое сверло (рис. 42), которое позволяет получать качественные геометрически правильные конические отверстия с заданным уклоном без дополнительной ручной обработки. Хвостовик сверла для крепления в шпинделях сверлильных станков и в электродрелях имеет нормальный конус Морзе.
Рабочая часть головки несколько увеличена с таким расчетом, чтобы выполнять образующую конуса отверстия на всей его глубине. Для этой цели одну сторону пера делают с дополнительной режущей кромкой (сечение А—А), а вторую сторону (сечение Б — Б) — без режущей кромки, но с тем же размером и уклоном, что и у режущей кромки. Это предохраняет сверло от осевого смещения в момент сверления.
Конструкция сверл предусматривает равномерное распределение возникающих нагрузок, так как основные режущие кромки (сечения А — А а В — В) расположены на противоноложных сторонах рабочей части пера. Геометрические параметры режущей кромки (сечения В — В) выполнены аналогично существующим цилиндрическим перовым сверлам.
Эти сверла применяются для сверления конических отверстий с уклоном 3—5°, диаметром (по меньшему диаметру конуса) — 35—120 мм.
Внедрение сверл в производство механизирует ручной труд и повышает качество изделий.