
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Призмы для шлифования многогранников.
В условиях инструментального производства часто возникает необходимость обработки поверхностей многогранников с высоким классом точности. К ним можно отнести такие изделия, как многогранные и шлицевые калибры, прошивки, пуансоны, протяжки и пр.
Повысить производительность труда при высокой точности позволяет комплект призм М. П. Матуза (рис. 70).
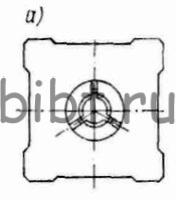
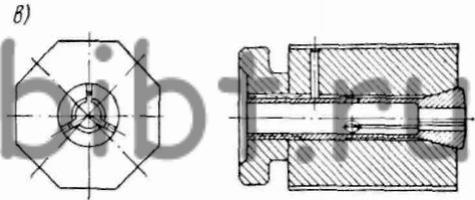

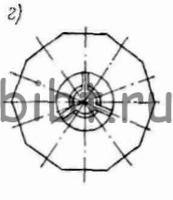
Рис. 70. Призмы для шлифования многогранников
В комплект призм входит набор цанг с внутренним диаметром от 2 до 10 мм с интервалом диаметров через 0,5 мм. Для обеспечения натяга на хвостовиках цанг нарезана резьба, обеспечивающая с помощью гайки надежную фиксацию и крепление детали.
В корпусах призм установлены штифты, в цангах профрезерованы направляющие пазы. Сопряжение пазов цанг и направляющих штифтов предупреждает возможность проворота деталей при их обработке.
Опорные
поверхности призм выполнены с высокой точностью (отклонение от
плоскостности не более 0,002 мм, отклонение угла (5", смещение
от центра в пределах 0,005 мм) и с чистотой поверхности![]() 10.
Сами призмы изготовлены из стали У7А и термообработаны до HRC 55—60.
На рис. 70, а изображена четырехгранная призма. Применение ее
позволяет обрабатывать две и четыре грани детали. При помощи
шестигранной призмы (рис. 70, б) можно обрабатывать две, три и шесть
граней, а восьмигранной призмы (рис. 70, в) — две, четыре и
восемь граней. На рис. 70, г изображена десятигранная призма. С ее
помощью можно обрабатывать две, пять и десять граней. Такой набор
многогранников находит большое применение. В случае необходимости он
может быть расширен. У всех призм внутреннее отверстие обрабатывается
по одним и тем же размерам, что позволяет для всего набора применять
одни и те же цанги.
10.
Сами призмы изготовлены из стали У7А и термообработаны до HRC 55—60.
На рис. 70, а изображена четырехгранная призма. Применение ее
позволяет обрабатывать две и четыре грани детали. При помощи
шестигранной призмы (рис. 70, б) можно обрабатывать две, три и шесть
граней, а восьмигранной призмы (рис. 70, в) — две, четыре и
восемь граней. На рис. 70, г изображена десятигранная призма. С ее
помощью можно обрабатывать две, пять и десять граней. Такой набор
многогранников находит большое применение. В случае необходимости он
может быть расширен. У всех призм внутреннее отверстие обрабатывается
по одним и тем же размерам, что позволяет для всего набора применять
одни и те же цанги.
При пользовании призмой хвостовик детали вставляется в цангу и затягивается гайкой. Вместе с закрепленной деталью призма устанавливается на магнитную плиту шлифовального станка и производится шлифование одной из граней «как чисто». Затем призма вместе с закрепленной в ней деталью поворачивается и устанавливается на магнитную плиту противоположной гранью. Шлифование второй грани производится на том же уровне при неизменном положении шлифовального круга по высоте. Измерив ,с помощью микрометра размер детали, можно определить величину оставшегося припуска. Шлифование производится с последовательной установкой призмы на все грани до достижения чертежного размера. Такой прием возможен лишь при обработке деталей с четным числом граней. При обработке деталей с нечетным числом граней необходимо производить пробное шлифование всех сторон многогранника, в результате чего определять оставшийся припуск.
Призмы с успехом могут быть применены и на разметочных работах. Внедрение комплекта призм позволяет заменить ручной труд слесаря-лекальщика точным шлифованием и повысить качество обработки многогранных изделий.