
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 2. Машины для литья металлов под давлением
Машины для литья цветных сплавов под давлением выполняются с горячей или холодной камерой прессования.
Способ получения отливок, при котором расплавленный металл подается из камеры прессования, нагретой до температуры расплавленного металла, называется литьем под давлением с горячей камерой прессования.
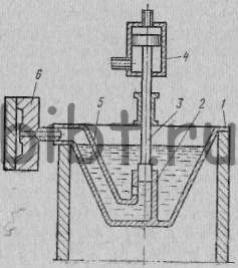
Рис. 142. Схема машины с горячей камерой прессования
Схема машины с горячей камерой прессования показана на рис. 142. Чугунный котел 1, изготовленный как одно целое с камерой прессования 2, заполняется сплавом. Прессующий поршень 3, соединенный штоком с поршнем пневматического (или гидравлического) цилиндра 4, давит на сплав. Под давлением поршня сплав через выпускной канал 5, соединяющий камеру прессования с формой 6, заполняет рабочую полость формы. Машины с горячей камерой прессования более производительны, чем машины с холодной камерой.
На машинах с горячей камерой прессования отливают сплавы с низкой температурой плавления (свинцово-оловянистые и цинковые). Сплавы с повышенной и высокой температурой плавления (алюминиевые и медные) отливают на машинах с холодной камерой прессования.
Это объясняется тем, что поршень и камера, постоянно находясь в машине с горячей камерой, под действием высокой температуры быстро изнашиваются.
Способ литья, при котором расплавленный металл сначала порциями подается в холодную камеру прессования, а затем под действием поршня запрессовывается в форму, называется литьем под давлением с холодной камерой прессования.
Машины для этого вида литья выполняют как с вертикальной, так и с горизонтальной камерой прессования.
Схема работы машины с холодной вертикальной камерой прессования была показана на рис. 141 (схема II).
Вернемся к ее рассмотрению (см. рис. 141,5). В начале цикла получения отливки, когда поршень 9 находится в верхнем положении, в камеру прессования 8 заливают из ковша 10 жидкий металл. Обратный поршень 16 приподнят пружиной и перекрывает отверстие литниковой втулки 17. Это предотвращает затекание металла в полость формы 11 самотеком, без давления.
Опускаясь (положение е), поршень 9 давлением на металл перемещает вниз обратный поршень 16 и запрессовывает порцию металла через каналы литниковой системы в оформляющую полость формы.
После выдержки поршень 9 поднимается в исходное положение (положение ж), обратный поршень, приводимый в движение толкателем 15, удаляет из камеры излишек металла (пресс-остаток) 14, а отливка 13 выталкивается из формы выталкивателями 12 при отходе влево подвижной части 18 формы.
В СССР выпускают в основном машины с холодной горизонтальной камерой прессования. Эти машины по сравнению с машинами, имеющими вертикальную камеру, обладают следующими преимуществами:
короткий путь металла из камеры в полость формы при устранении поворота струи металла под прямым углом, вследствие чего металл заполняет форму при более высоком давлении;
сокращение времени рабочего цикла из-за отсутствия операции отделения пресс-остатка в машине; выталкивание пресс-остатка в направлении хода прессования происходит одновременно с раскрытием формы;
сокращение времени на открытие формы и ускорение удаления отливки, что уменьшает обжатие выступающих частей формы металлом при остывании отливки и позволяет отливать более сложные изделия.
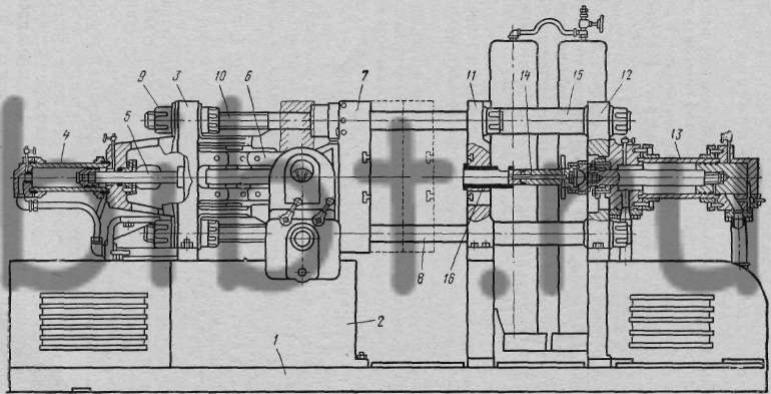
Рис. 143. Устройство машины для литья металлов под давлением с холодной горизонтальной камерой прессования
Устройство машины с горизонтальной камерой прессования показано на рис. 143.
Машина состоит из двух горизонтальных блоков — левого и правого. Левый блок открывает и закрывает форму и удерживает ее в сомкнутом состоянии при запрессовке металла. В левом блоке находится выталкиватель для удаления отливки при раскрытии формы. Правый блок предназначен для запрессовки металла в полость формы и удаления пресс-остатка из камеры.
Оба блока установлены на фундаментной плите 1. К станине 2 левого блока, лежащей на плите 1, прикреплена вертикальная плита 3 с гидравлическим цилиндром 4. Поршень и шток 5 этого цилиндра соединены с рычажно-шарнирным или звеньевым механизмом 6, который предотвращает возможность отхода подвижной плиты при запрессовке металла. Звеньевой механизм 6 скреплен с подвижной плитой 7. При движении штока 5 плита 7 перемещается по колонкам 8. Для установки форм различной высоты звеньевой механизм регулируют гайками 9 и тягами 10. На плиту 7 устанавливают левую, подвижную часть формы (на рисунке не показана).
Две вертикальные плиты 11 и 12 правого блока, скрепленные тягами 15, установлены на фундаментальной плите 1. На плите 11 крепят неподвижную половину формы, а на плите 12 — цилиндр 13 прессующего поршня 14. Между плитами 11 и 12 расположена камера прессования 16 с прессующим поршнем. При движении поршня влево металл из камеры запрессовывается в полость формы.