
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 3. Гибка в штампах
Сущность процесса гибки в штампах состоит в том, что плоская заготовка под давлением рабочих частей штампа изгибается и принимает их форму.
В гибочных штампах получают детали самой разнообразной конфигурации.
На рис. 38, а показана схема процесса гибки. На всем протяжении этого процесса заготовка имеет внутреннее закругление, которое больше радиуса скругления пуансона, причем происходит постепенное уменьшение радиуса кривизны и плеча изгиба (l1, lк).
Заготовка постепенно уменьшающимся закруглением прилегает в двух точках к стенкам матрицы и с определенного момента прижимается к пуансону в трех точках. Только в конце хода заготовка полностью прилегает к рабочей поверхности пуансона и получает окончательную форму под воздействием калибрующего удара.
Гибка листового (или полосового) металла представляет собой процесс деформации, различно протекающий с обеих сторон изгибаемой заготовки (рис 38,б, в).
Внутренние слои аа металла (со стороны пуансона) в процессе гибки испытывают сжатие, а внешние слои вв (со стороны матрицы)—растяжение. Между сжатыми и растянутыми слоями находится нейтральный слой 00, не изменяющийся по длине.
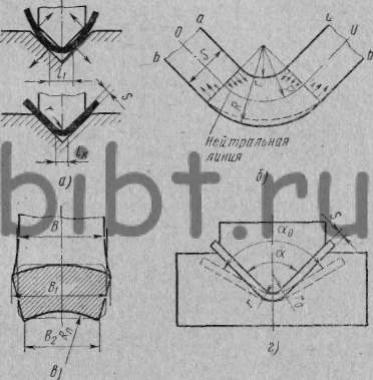
Рис. 38. Схемы процесса гибки в штампах:
а — последовательность гибки, б, а, г — процесс деформации и изменение угла гибки в результате пружинения; l1, lк — постепенное уменьшение радиуса кривизны и плеча изгиба, г — радиус закругления пуансона, r 0— радиус остаточной деформации детали, а — угол пуансона, а 0— угол детали, извлеченной из штампа, S — толщина материала перед деформацией, B1 — ширина полосы материала после деформации, R n —радиус изгиба полосы по ширине
В результате гибки заготовок, имеющих незначительную ширину В относительно толщины S, сечение их искажается, происходит некоторое увеличение ширины В1 заготовки вблизи внутренней поверхности загибаемого угла и некоторое уменьшение ширины В2 вблизи наружной поверхности и образование поперечной кривизны радиусом Rn. Кроме того, происходит некоторое уменьшение толщины 5. Таким образом, вместо прямоугольника в сечении получается искривленная трапеция
Нейтральный слой 00 не проходит по середине сечения изгибаемой заготовки, а в зависимости от величины отношения r/S смещается в сторону-малого радиуса.
В большинстве случаев гибка деталей выполняется с малым радиусом закругления и сопровождается уменьшением толщины 5 материала в зоне гибки. Уменьшение толщины заготовки в месте изгиба зависит от пластичности материала, степени деформации и угла изгиба.
Напряжение во внешних слоях материала при малом радиусе гибки. бывает настолько большим, что может вызвать трещины и даже разрывы в деталях. Во избежание этого необходимо правильно выбирать радиусы r гибки, которые для различных материалов неодинаковы: от 0,5 S (алюминий, латунь, медь, сталь 10 и др.) до 1,5 S (сталь 60, дюралюминий и др.).
Гибка сопровождается упругой деформацией (пружинением металла), благодаря которой форма детали после гибки отличается от формы пуансона и матрицы. Величина пружинения зависит от многих факторов, из которых основными являются механические свойства штампуемого материала, толщина материала, радиус гибки и способ, которым изгибается заготовка.
Величина пружинения представляет собой разность между величиной угла детали а0 (после штамповки) и угла пуансона гибочного штампа а (рис. 38,г). Чем меньше радиус гибки, тем меньше пружинение.
Величину пружинения выявляют обычно во время испытания штампа и устраняют доводкой пуансона.
Гибка в штампах может быть выполнена двумя способами: без прижима и с прижимом заготовки. Гибка без прижима заготовки применяется для деталей невысокой точности, так как возможно смещение заготовки в процессе гибки. Гибка с прижимом исключает смещение, и детали получаются изогнутыми с необходимой точностью. Наиболее высокая точность при гибке достигается применением специальных технологических отверстий, позволяющих точно устанавливать заготовку в штампе и исключающих ее сдвиг во время гибки.