
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 6. Изготовление составных матриц
Матрицы со сложным контуром профильного окна часто делают составными, как бы разрезая цельную матрицу на части, которые в отдельности можно легко обработать после закалки и затем собрать и заключить все части в стальную незакаленную обойму.
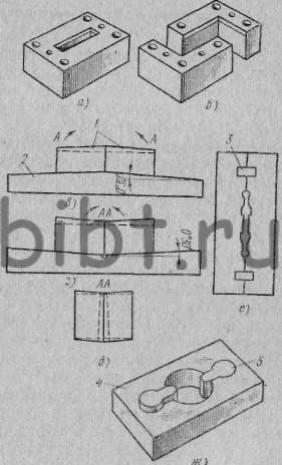
Рис. 83. Примеры выполнения составных матриц:
а - цельная матрица с прямоугольным окном, б — та же матрица составной конструкции, в, г, д — варианты шлифования полуматриц, е — составная матрица со сложным контурным окном, ж - матрица со вставными вкладышами
Пример изготовления составной матрицы показан на рис. 83, а и б. Насколько подобное конструктивное решение улучшает технологичность выполнения матрицы, видно из рисунка. Матрица, показанная на схеме а, может быть изготовлена только путем полной обработки профиля окна до закалки с последующим устранением следов деформации и доводкой, а матрица, показанная на схеме б, легко обрабатывается после закалки шлифованием на обычном плоскошлифовальном или заточном станке.
Показанная на рис. 80 матрица также может быть сделана составной из двух симметричных половин, как бы разрезанных по оси сложного контура окна.
На рис. 83, в и г показано приспособление — подкладка для механической обработки полуматриц 1 до и после термической обработки. Верхняя плоскость подкладки 2 имеет скосы под углом 30' в наружные стороны (схема в) и во внутрь (схема г). Эти скосы позволяют получить рабочий уклон профильного окна в матрице.
Более удобен второй вариант (схема г), так как при соединении двух половинок матрицы (как показано стрелками) их рабочие кромки А—А не удалены одна от другой, как в первом варианте (схема в), и дают совершенно точное сопряжение по всему контуру окна. При обработке на выпуклой прокладке, вследствие того что режущий инструмент (абразивный круг) несколько разбивает обрабатываемый профиль в местах входа и выхода из детали, сопряжение двух полуматриц получается менее точным.
После термической обработки рабочий контур в обеих полуматрицах шлифуют на плоскошлифовальном станке на этом же приспособлении. Одновременно с одной установки прошлифовывают в полуматрицах два паза 3 (схема е), в которые при сборке матрицы в обойму запрессовывают две прошлифованные шпонки, обеспечивающие правильное сопряжение полуматриц.
Так как при соединении двух полуматриц их верхняя и нижняя плоскости не будут прямолинейными, полуматрицы в собранном виде должны быть прошлифованы по этим плоскостям (как показано штрихом на схеме д) под 90° по отношению к боковым плоскостям.
Показанную на рис. 83, ж матрицу, имеющую внутри цилиндрического окна два выступающих зуба, лучше сего изготовить запрессовкой вставных вкладышей. Круглое контурное окно в матрице 4 и два окна под кладыши 5 выполняют до закалки с небольшим припуском под шлифование круглой части окна и запрес-овку вкладышей. Вкладыши подгоняют в незакаленном виде по пуансону. Затем после термической обработки контурное окно матрицы шлифуют на внутришлифовальном станке до требуемого размера и в матрицу запрессовывают также закаленные и прошлифованные по рабочей части пуансоны. После запрессовки вкладышей и проверки по пуансону профиля окна верхнюю и нижнюю плоскости матрицы прошлифовывают на плоскошлифовальном станке.
Для крупных вырубных и обрезных штампов, а иногда и для штампов средних размеров, но со сложным режущим контуром матрицы делают из секций ступенчатой формы. Это позволяет сократить трудоемкость изготовления и ремонта штампа, сэкономить инструментальную сталь и снизить трудоемкость при переточке секций после их затупления.
Прямые секции могут быть изготовлены из цельного куска или из стальных отливок. При изготовлении штампа очень важно правильно разбить режущий контур на отдельные участки.
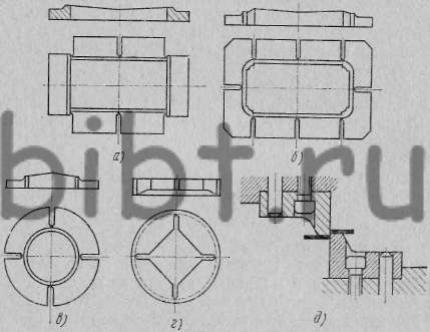
Рис. 84. Секции составных матриц и пуансонов:
а, 6, в, г — типовое разделение составных матриц на секции, д — крепление секций к плитам штампа с упором
Форма секций должна быть простой, что даст возможность избежать их коробления в процессе закалки и обеспечит удобство механической обработки, доводки и сборки.
Выступающие участки режущего контура рекомендуется выделять в отдельные секции по возможности небольшого размера. Стыки секций на прямолинейных участках контура должны быть расположены на расстоянии не менее 5 мм от точек, в которых криволинейный контур переходит в прямолинейный. Примеры разбивки режущей части штампа на секции показаны на схемах рис. 84, а, б, в, г.
Секции крепят к плите штампа винтами и фиксируют цилиндрическими штифтами, удерживающими секции от сдвига при сборке, ремонте и во время работы штампа. Для штампов, работающих с большой нагрузкой, секции крепят с дополнительным упором в тело плиты или в планку (схема д).