
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 7. Изготовление пуансонов
Обычный технологический процесс изготовления пуансонов состоит из следующих основных операций: отрезки заготовки, предварительной механической обработки, чернового шлифования, закалки, чистового шлифования профиля, доводки профиля, заточки.
Цилиндрические пуансоны для вырубки круглых контуров или пробивки круглых отверстий изготовлять несложно. Их обрабатывают на токарных станках, закаливают, шлифуют на круглошлифовальных или универсально-шлифовальных станках, доводят (полируют) рабочую поверхность и затачивают (прошлифовывают) режущий торец.
Обработка пуансонов, имеющих фасонный профиль, гораздо сложнее. Контур пуансонов предварительно обрабатывают на металлорежущих станках по разметке на дальнейшую обработку; затем делают оттиск контура по закаленной и окончательно доведенной матрице и по оттиску опиливают пуансон с учетом необходимого зазора между пуансоном и матрицей; закаливают пуансон и окончательно доводят его рабочую часть.
В зависимости от толщины штампуемого материала зазор при вырубке и пробивке может быть от 0,01 до мм. При вырубке стали толщиной до 0,3 мм зазор на сторону составляет 0,01 мм, т. е. подгонка пуансона по матрице должна быть выполнена практически без зазора.
Шаблоны и контрольно-измерительные инструменты не в состоянии передать с такой точностью все особенности формы контурного окна матрицы, чтобы их можно было воспроизвести на пуансоне. Это может обеспечить только оттиск на пуансоне, переданный с матрицы.
Для получения оттиска на пуансоне при механической обработке на станках оставляют припуск 0,2— 0,5 мм на сторону. При этом учитывают сложность контура окна матрицы и оставляют тем больший припуск, чем контур сложнее. Однако слишком большой припуск (например, 1 мм на сторону) затрудняет получение необходимого качества оттиска и может даже привести к порче матрицы (выкрашиванию режущих кромок). При малом припуске получение требуемого качества оттиска усложняется тем, что необходимо весьма тщательно устанавливать пуансон относительно окна матрицы и ее рабочей плоскости для того, чтобы можно было получить равномерный припуск удаляемого с пуансона металла по всему периметру матрицы.
Очень часто при неточном нанесении оттиска зазор получается неравномерным, и для исправления ошибки с торца пуансона шлифованием, фрезерованием или опиливанием удаляют часть металла на глубину первоначального оттиска и производят оттиск повторно.
При небрежной работе или недостаточном опыте эту операцию приходится выполнять неоднократно, так как в момент удара (или под давлением пресса) пуансон может сместиться относительно контурного окна в матрице.
Высокого качества оттиска на торце пуансона можно добиться при использовании некоторых элементов самого окна в матрице. Если, например, контурное окно в матрице имеет в своей конфигурации элементы круга, то можно на торце пуансона установить специальные направляющие грибки 1 (рис. 85, а). Такой грибок чаще всего вставляют в отверстие под ловитель в пуансоне. Диаметр грибка должен быть равным диаметру окна в матрице. Пуансон грибками устанавливают на матрице и под прессом наносят оттиск. При таком способе смещение пуансона относительно окна в матрице почти исключается, и припуск на последующую обработку пуансона получается равномерным по всему периметру.
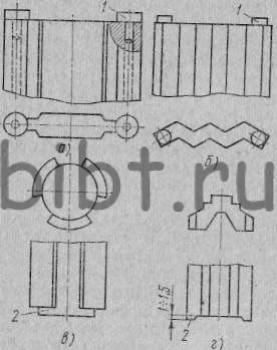
Рис. 85. Примеры ориентации пуансонов по матрице:
а, б — при помощи грибков, в — при помощи цилиндрического выступа, г - при помощи контурного выступа
Использование направляющих грибков вполне возможно и в некоторых других случаях для сложных форм контурных вырубных матриц, как это показано, например, на рис. 85, б.
Если пуансон имеет контуры, обрабатываемые на токарном станке (рис. 85, в), на его торце оставляют цилиндрический выступ 2 диаметром, соответствующим контуру окна в матрице, и с помощью этого выступа центрируют пуансон на матрице. После термической обработки и окончательной подгонки закаленного пуансона по матрице этот выступ удаляют шлифованием торца на станке.
Для пуансонов, не имеющих отверстий для постановки грибков, применяют способ, показанный на рис. 85,г. Заключается он в том, что всю плоскость торца пуансона, за исключением одного или двух участков, обеспечивающих с технологической точки зрения наилучшую фиксацию пуансона по матрице, фрезеруют на глубину 1—1,5 мм, а получающиеся выступы подгоняют по матрице. Они и служат направляющими для правильной установки пуансона. В зависимости от формы контурного окна в матрице эти выступы могут быть расположены па различных участках пуансона. Пуансоны с нанесенным по матрице оттиском подвергают фасонному строганию по всему контуру с минимальным припуском на дальнейшую слесарную обработку.
В зависимости от формы контура эта работа может быть частично или полностью выполнена и на плоскошлифовальном станке с последующим слесарным опиливанием по матрице. Пуансоны простой геометрической формы (в виде квадрата, прямоугольника, цилиндра, шестигранника и т. п.) до термической обработки не подгоняют по матрице. После закалки их контур шлифуют на станках в размер по контурному окну в матрице, соблюдая предусмотренный чертежом зазор.