
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§3. Изготовление пуансонодержателей, съемников и направляющих
Съемники, направляющие штампов и пуансонодержатели изготовляют после того, как изготовлены матрицы, пуансоны и ножи. Наиболее сложно изготовить съемники вырубных штампов. Процесс обработки съемников вырубных штампов подобен технологическому процессу обработки матриц. Формы и размеры рабочего контура съемника получают теми же способами, что и при изготовлении матриц. Как и на матрице, положение и форму контурных окон и окон под ножи в съемниках получают растачиванием на координатно-расточном станке и долблением на долбежном. Исключение составляют отверстия под цилиндрические пробивные пуансоны, которые на станке не растачивают, а высверливают по матрице.
После разметки под механическую обработку и выполнения станочных операций с припуском на слесарную подгонку съемники поступают к слесарю. Окна под ножи и пробивные пуансоны, не участвующие в направлении профильных пуансонов относительно окон в матрице, а предназначенные только для снятия отходов штампуемого материала с пуансонов, обычно обрабатывают окончательно на станках согласно чертежу, поскольку они, как правило, имеют значительные зазоры.
Пуансонодержатели и направляющие плиты обрабатывают по пуансону. Обработка их начинается с опиливания контурных окон. Для этого пуансоном, вырубающим контур штампуемой детали, наносят оттиск, по которому затем выполняют механическую обработку окна. Слесарь, получив после механической обработки пуансонодержатель или направляющую плиту, делает вторичный оттиск и по нему окончательно опиливает весь контур окна, периодически проверяя угольником направление стенок окна от плоскости обрабатываемой заготовки. Отклонение от вертикальной оси в окнах под пуансон недопустимо, так как наклонно стоящий пуансон повредит во время работы матрицу.
Поэтому опиливать окна в пуансонодержателях и направляющих плитах лучше всего на опиловочных станках, в которых стол устанавливают под углом 90° по отношению к плоскости напильника. При изготовлении малогабаритных штампов для опиливания окон в пуансонодержателях и направляющих плитах следует использовать наметки.
При изготовлении пуансонодержателей часто бывает выгодно обрабатывать их вместе с матрицей. В применении к конструкциям, имеющим цилиндрические гнезда в пуансонодержателях и отверстиях матриц, такая технология не вызывает затруднений. В этом случае растачивают вместе матрицу и пуансонодержатель. Если же посадочные гнезда под пуансон и отверстия в матрице имеют фигурный контур, их опиливают вместе.
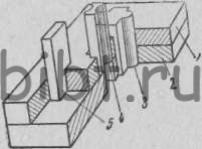
Рис. 86. Порядок обработки направляющей плиты штампа
После обработки контурного окна пуансон 3 (рис. 86) вводят через направляющую плиту 2 в окно матрицы 1. Обе детали сжимают струбцинами, перевертывают и в таком положении вторым пуансоном 4, вырубающим фасонное отверстие в детали, через матрицу наносят оттиск на направляющую плиту 2. Чтобы оттиск получился более четким, поверхность направляющей плиты облуживают оловом.
Точно так же производят оттиск ножевого окна. Для этого нож 5 вставляют с нижней стороны матрицы. Эти окна затем опиливают и окончательно прошивают пуансоном и ножом через матрицу.
Контурные пуансоны не симметричной формы чаще всего не могут быть вставлены в матрицу с ее нижней стороны. Это заставляет применять иную последовательность опиливания окон в направляющих плитах. При одном пуансоне асимметричной формы и остальных — симметричных обработку начинают с асимметричного контурного окна, а затем уже по оттиску опиливают все остальные окна.
Когда матрица имеет несколько окон с асимметричной конфигурацией, то одинаковые окна обрабатывают в направляющей плите по фактическим размерам матрицы, т. е. по пуансону опиливают первое окно в направляющей плите, от него (предварительно замерив по матрице расстояние и положение соседнего окна) обрабатывают по полученным размерам второе окно и т. д.
Задача значительно облегчается, если на координатно-расточном станке предварительно высверлят основные элементы фигуры окон на направляющей плите, по которым затем обрабатывают окна. При этом следует учитывать, что матрица в процессе термической обработки может быть деформирована и некоторые ее размеры могут не совпасть после окончательной обработки с данными чертежа. Поэтому при координировании направлягощей плиты необходимо вносить уточнения по фактическим размерам матрицы.
Во избежание повреждения контурных окон в матрице не рекомендуется опиливать окна в пуансонодержателях и направляющих плитах через окна матрицы.
Для сверления отверстий под цилиндрические пробивные пуансоны в пуансонодержателе или направляющей плите их собирают вместе с матрицей, вставляют контурные пуансоны и ножи и сжимают струбцинами. После этого через матрицу высверливают и развертывают отверстия под круглые пуансоны и контрольные штифты.
Если в матрице небольшие узкие окна различной формы, то пробивные пуансоны для увеличения их прочности делают ступенчатыми.
В направляющей плите растачивают отверстия по диаметру утолщенной части пуансонов. Матрицу и направляющую плиту (или пуансонодержатель) собирают вместе, установив все пуансоны с цилиндрическим хвостовиком и контрольные штифты. Фасонный пуансон с предварительно обработанной с припуском рабочей частью вставляют в отверстие в направляющей плите и на торце пуансона делают оттиск контура профильного окна в матрице. После опиливания по оттиску пуансон окончательно подгоняют по матрице.
Подгонка окон в пуансонодержателе считается хорошо выполненной, если пуансонам обеспечена легкопрессовая посадка, а в окнах направляющей плиты пуансоны свободно перемещаются вручную, но без люфта.
Ответственной операцией при изготовлении пуансоно-держателя и его сборке с пуансонами является создание надежной опоры для пуансонов. Для этого опорную плоскость пуансонодержателя после сборки шлифуют вместе с запрессованными в него пуансонами.
В процессе эксплуатации штампов на пуансонах часто образуются наросты. Наросты появляются вследствие налипания частиц штампуемого металла на поверхности пуансонов и ножей в момент прохождения их сквозь пробиваемое отверстие или вырубаемую деталь. Устранить налипание металла можно полированием рабочей части пуансонов, а в неответственных случаях — покрытием рабочей части пуансонов и ножей раствором медного купороса.