
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§10. Сборка штампов
Способы сборки. Сборка является завершающим и наиболее ответственным этапом в изготовлении штампов. Малейшая небрежность в сборке может привести к уменьшению срока службы штампа или вызвать аварию при его эксплуатации. Сборка штампов сводится к выполнению следующих работ:
комплектование и проверка качества деталей для штампов;
выполнение отдельных слесарных и механических операций с целью подготовки деталей к сборке (снятие фасок, сверление, зенкование и нарезание отверстий под винты, сверление и развертывание отверстий под контрольные шпильки и т. п.);
сборка матрицы с нижней плитой;
сборка пуансонов с пуансонодержателями;
выверка и подгонка опорной плоскости пуансонодержателей и режущих поверхностей пуансонов;
сборка верхней и нижней плит на направляющих колонках;
установка и крепление пуансонодержателей с пуансонами к верхней плите;
монтаж съемно-удаляющих и установочных деталей;
общая сборка с проверкой действия подвижных частей и зазоров между рабочими частями;
испытание штампа на прессе, выявление недостатков и их устранение;
пробная штамповка деталей, маркировка штампа и сдача готового штампа в ОТК.
При сборке штампов необходимо обращать особое внимание на качество обработки всех идущих в сборку деталей, на соответствие их геометрической формы и размеров указаниям чертежа.
К вырубным штампам при сборке предъявляют следующие требования:
соблюдение геометрической формы и размеров окон в матрице и контура пуансона в соответствии с чертежом;
обеспечение прямолинейности вертикальных стенок окон в матрице и уклона, расширяющегося книзу;
соблюдение шагового расстояния между контурными окнами, отверстиями под проколочные пуансоны и окнами под шаговые ножи; обеспечение параллельности их внутренних рубящих сторон;
отсутствие положительного уклона на пуансоне, увеличивающегося в сторону хвостовой части;
обеспечение равномерного зазора между стенками контурных окон и поверхностями пуансонов после установки последних в пуансонодержатель;
соблюдение шаговых расстояний матрицы в штампах последовательного действия и увеличение окон под шаговые ножи на 0,2—0,3 мм в штампах с ловителями;
равномерность расчеканки головок контурных пуансонов и ножей (предотвращает их перекос в пуансоно-держателе);
надежность крепления пуансонов и ножей в пуансо-нодержателе за счет плотной посадки их в окна (а не за счет расчеканки);
перпендикулярность пуансонов и ножей к плоскости пуансонодержателя и их равная высота;
отсутствие уклонов в окнах направляющей плиты и правильное сопряжение их с пуансонами без заметного зазора;
надежность запрессовки направляющих колонок и втулок в плитах блока и правильность их взаимного расположения (по расстояниям между центрами);
перпендикулярность колонок и втулок к опорным плоскостям плит блока и взаимная параллельность плоскостей плит блока.
После проверки правильности изготовления всех деталей штампа приступают к его сборке.
При изготовлении вырубных, пробивных и комбинированных штампов последовательного действия сборку начинают с установки направляющих линеек. Увеличенный размер между линейками приводит к тому, что полоса материала будет болтаться за ножами, вследствие чего штампуемая деталь получится разносторонней.
Если на пуансонах имеются ловители, то размер между линейками может быть на 0,1—0,2 мм больше расстояния между ножами. Для правильной установки направляющих линеек на матрице штампа сначала необходимо одну из них закрепить струбцинами на плоскости матрицы в положении, когда направляющая плоскость линейки будет находиться заподлицо с внутренней плоскостью ножа. Это сложение может быть проверено обычной лекальной линейкой. Вторую направляющую линейку устанавливают по двум одинаковым по размерам наборам плоскопараллельных мерительных плиток, закладываемых между линейками. Размер набора мерительных плиток равен ширине полосы (или ленты) плюс необходимая величина зазора. После крепления струбцинами обеих линеек в них через матрицу сверлят и развертывают отверстия под контрольные штифты.
Запрессовку пуансонов в пуансонодержатель выполняют после установки направляющей плиты. Точное совпадение окон направляющей плиты и матрицы обеспечивается тем, что контурные пуансоны и ножи, вставляемые через направляющую плиту в матрицу на глубину 3—4 мм, не дают ей возможности смещаться от правильного положения. Закрепив в таком положении струбцинами матрицу и направляющую плиту, сверлят и калибруют разверткой через матрицу отверстия под контрольные штифты, а после установки штифтов сверлят отверстия под крепежные винты. После этого устанавливают пуансоны и ножи в пуансонодержатель.
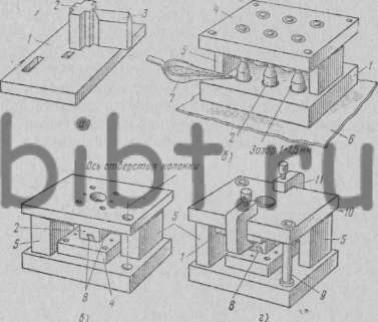
Рис. 89. Примеры сборки штампов:
а—установка пуансона в пуансонодержатель, б — заливка пуансонов расплавленным сплавом, в, г -способы установки пуансонодержателя
Эту операцию выполняют обычно последовательно, начиная с установки основного (контурного) пуансона, вырубающего деталь (рис. 89, а). В пуансонодержатель 1 вставляют вырубающий контур детали — пуансон 2, соблюдая его перпендикулярность к плоскости пуансоно-держателя (проверяют лекальным угольником 3 с четырех сторон).
После установки контурного пуансона в окно пуансонодержателя вставляют следующий пуансон или нож. При этом, кроме проверки по угольнику, на пуансонодержатель накладывают матрицу и, подсвечивая снизу электролампой, смотрят, чтобы зазоры при надевании матрицы на пуансоны и нож были равномерными по всему контуру.
Иногда при правильной установке в пуансонодержателе двух или более пуансонов (т. е. когда их вертикальные стенки находятся точно под углом 90° к плоскости пуансонодержателя) общее положение всех пуансонов не соответствует расположению окон в матрице, и она не надевается на пуансоны. Чаще всего это свидетельствует о неправильном изготовлении пуансонодержателя, т. е. смещении отверстий.
В таких случаях нельзя изменять положение пуансона или ножа односторонней подчеканкой отверстия, потому что хотя рабочий торец и будет доведен до совпадения с окном в матрице, но сам пуансон встанет в пуансонодержателе наклонно и после нескольких переточек будет зарубать матрицу.
Пуансоны должны быть слегка запрессованы в пуансонодержатель. Если пуансоны вставляются в окна свободно, а затем для устранения качания обжимаются кругом с помощью чеканки, то в процессе работы они постепенно расшатываются и начинают зарубать матрицу. Это особенно опасно в штампах, не имеющих направляющих плит для пуансонов.
Чем больше в штампе пуансонов, тем сложнее их установка. С целью облегчения этой операции применяют не запрессовку пуансонов в пуансонодержателе, а заливку их легкоплавким сплавом или быстротвердеющей пластмассой.
При сборке по этому способу перед заливкой посадочные места для пуансонов обрабатывают с зазором 1,0—1,5 мм на сторону, на пуансонах прорезают по-перечные канавки, а поверхности, соприкасающиеся со сплавом, протравливают и лудят. Затем пуансоны устанавливают в положение, показанное на рис. 89, б. Пуансонодержатель 1 с пуансонами 2 помещают на чугунную плиту, а матрицу 4 на подкладках 5 устанавливают сверху. Для установки пуансонов в окнах матрицы с соблюдением необходимого зазора используют кусочки фольги. При очень малых зазорах пуансоны подгоняют в окнах матрицы по плотной посадке, а по окончании сборки доводят их до нужного размера, обеспечивающего зазор. Можно также создать на пуансонах центрирующие пояски на некотором расстоянии от их режущей части, выполненные по плотной посадке в окнах матрицы. Собранный пакет скрепляют струбцинами, подогревают в электрической печи или в песчаной ванне до температуры 100—110° С и устанавливают на чугунную плиту через асбестовую подкладку 6. Затем в зазоры между гнездами пуансонодержателя и пуансонами заливают из ковша 7 расплавленный сплав, состоящий из 48% висмута (по массе), 28,5% свинца, 14,5% олова и 9% сурьмы. Температура плавления этого сплава около 120° С. После затвердевания сплава наплывы его и брызги удаляют шабером и проверяют по матрице правильность установки пуансонов в держателе.
Установка пуансонодержателей, собранных с пуансонами, может быть выполнена различными способами.
Один из них состоит в том, что сначала собирают матрицу с нижней плитой штампа, а пуансонодержатель с пуансоном и ножами — с верхней плитой. После этого верхнюю часть штампа соединяют с нижней так, чтобы между пуансоном 2 (рис. 89, б) и матрицей 4 поместились пластинки фольги 8 толщиной, равной технологическому зазору. Затем верх штампа опускают на две параллельные подкладки 5. В таком виде пакет готов к растачиванию с одной установки всех отверстий для направляющих колонок и втулок.
По другому способу (рис. 89, г) заранее собирают пакет штампа, т. е. матрицу соединяют с нижней плитой и закрепляют штифтами, затем, пользуясь листочками фольги 8, собранный с пуансонодержателем пуансон устанавливают в отверстие матрицы, соблюдая заданный зазор. После этого верхнюю плиту 10 опускают по колонкам 9 до соприкосновения ее с опорной плоскостью пуансонодержателя 1 и ставят на параллельные прокладки. Скрепив в таком положении струбцинами 11 пуансонодержатель с верхней плитой 10, высверливают в них и развертывают сквозные отверстия под штифты. После постановки штифтов в пуансонодержателе и верхней плите выполняют отверстия под крепежные винты. Этим обеспечивается правильная сборка штампа.
Чтобы определить правильность установки пуансонов и ножей в пуансонодержателе, делают пробную вырубку на бумаге или на картоне, толщина которого соответствует толщине металла, для которого предназначен штамп. Для этого на матрицу на контрольных штифтах накладывают направляющую плиту и в нее вставляют пуансоны, смонтированные в пуансонодержателе. Пропустив между направляющими линейками бумажную или картонную полосу, нажимают на верхнюю плиту с закрепленным пуансонодержателем и вводят пуансоны в матрицу. Приподняв с помощью рычагов пуансонодержатель, извлекают бумажную ленту и определяют, насколько чисты контуры ее среза. При правильных зазорах между пуансоном и стенками окна матрицы срез будет чистым. Если зазоры неравномерны, то в местах, где они имеют наибольшую величину, вырубаемый контур будет оборван или бумагу затянет в зазор между пуансоном и вертикальной плоскостью окна матрицы.
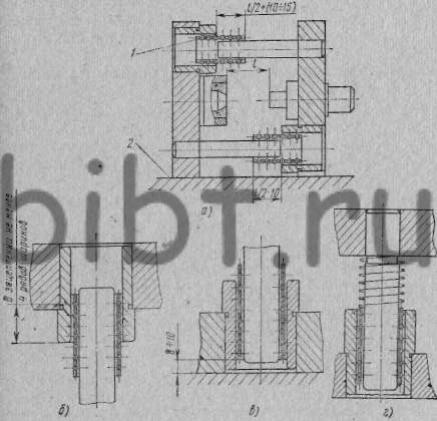
Рис. 90. Схема установки сепараторов:
а — при сборке штампа, б — положение сепараторов во втулках верхней плиты при открытом штампе, в — положение сепараторов во втулках нижней плиты при закрытом штампе, г — установка пружин под сепараторы
Штампы с шариковыми направляющими собирают на верстаке 2 в повернутом положении штампа, как показано на рис. 90, а. Штамп с надетыми на колонки сепараторами 1 кладут на грани плит так, чтобы срезы коло-нок и втулок были на одном уровне. Затем замеряют расстояние l между плоскостями матрицы и пуансона. Сепараторы во втулках верхней и нижней плит устанавливают так, как указано на рисунке, и сдвигают верхнюю и нижнюю части штампа.
Правильное и неправильное положение сепараторов во втулках верхней и нижней плит при закрытом и открытом штампе показано на рис. 90, б и в.
При натяге между шариками, колонкой и втулкой меньше расчетного в процессе работы штампа возможно сползание сепараторов, поэтому необходимо контролировать их. Под сползающие сепараторы рекомендуется устанавливать пружины (рис. 90,г).
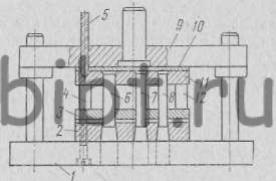
Рис. 91. Установка штампа в блок
Установка штампа в блок. При сборке блочных штампов пакет штампа устанавливают в блок в такой последовательности. Сначала нижнюю часть штампа - матрицу 2 (рис. 91) со съемником 3— ставят по центру нижней плиты 1 блока, сжимают струбцинами и через матрицу сверлят в нижней плите блока отверстия под винты. После сверления этих отверстий на проход и привертывания матрицы к плите блока снова через матрицу сверлят и развертывают отверстия под контрольные штифты. Затем штифты устанавливают на место.
Перед креплением верхней части штампа пуансоны 6, 7 и 8, установленные в пуансонодержателе 11, вводят на глубину 1,5—2,0 мм в окна матрицы 2. Чтобы избежать перекосов, между съемником 3 и пуансонодержателем 11 ставят две параллельные и одинаковые по высоте прокладки 12 и 4. На установленный таким образом штамп опускают верхнюю плиту блока 9.
Применяют два способа крепления верхней части штампа к плите блока. При первом способе пуансонодержатель крепят двумя струбцинами к плите блока, снимают ее с колонок и через пуансонодержатель в плите блока сверлом 5 сверлят отверстия, которые затем развертывают под контрольные штифты. После их установки сверлят отверстия под винты. Этот способ имеет тот недостаток, что при непрочном креплении струбцинами пуансонодержатель может сдвинуться и нарушить правильное сопряжение с матрицей.
При втором способе после крепления пуансонодержателя к плите блока струбцинами выполняют сверление и развертывание отверстий под контрольные штифты (без разборки штампа, по разметке, через верхнюю плиту блока).
Отверстия под винты сверлят через пуансонодержатель после установки контрольных штифтов и разборки штампа. Недостатком этого способа является то, что прокладка 10 подвергается термической обработке только после сверления всех отверстий, что задерживает сборку штампа.
Правильность установки пуансонов, упоров, шагового расстояния, ширины прохода для полосы или ленты между направляющими линейками и т. д. проверяют полосками бумаги или картоном, имеющими такую же толщину и ширину, как и у штампуемого материала.
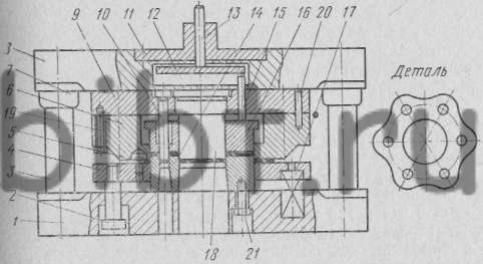
Рис. 92. Комбинированный штамп совмещенного действия
Ниже приведен технологический процесс изготовления основных деталей и сборки комбинированного штампа (рис. 92) совмещенного действия с цельной матрицей я вырубки и пробивки.
Матрица 6:
отрезка заготовки; ковка заготовки; отжиг заготовки; точение наружной поверхности и растачивание отверстия с припуском на дальнейшую обработку; шлифование плоскостей; разметка внутреннего контура по шаблону, отверстий под болты 19 и штифт 20; сверление и нарезание резьбы под болты 19, сверление и развертывание отверстия под штифты 20; фрезерование контура по разметке с припуском под шлифование; термическая обработка— закалка и отпуск; шлифование нижней и верхней плоскостей; шлифование по шаблону.
Пуансонодержатель 9:
отрезка заготовки; ковка заготовки; точение; шлифованне плоскостей; разметка и сверление отверстий под болты по матрице; соединение матрицы с пуансонодержателем с помощью технологических болтов; сверление и развертывание отверстий под штифты через матрицу и запрессование штифтов; растачивание отверстий под пуансоны с базированием по матрице, совмещенной с пуансономатрицей по фактическим координатам межосевых расстояний в пуансономатрице; сборка с пуансонами; шлифование двух полостей в сборе с матрицей и пуансонами.
Пуансон-матрица 14:
отрезка заготовки; ковка заготовки; отжиг заготовки; подрезка торцов и растачивание центрального отверстия с припуском на обработку; шлифование плоскостей; разметка контура по шаблону и отверстия под крепежные болты 21 и штифты; сверление отверстия и нарезание резьбы под болты 21; сверление и развертывание отверстия под штифты; предварительное фрезерование контура по разметке; оттиск матрицей 6; фрезерование контура по оттиску; растачивание центрального отверстия и отверстий под пуансоны с базированием по контуру; термическая обработка — закалка и отпуск; шлифование плоскостей; шлифование центральной режущей части; подгонка наружного контура к матрице.
Сборка этого штампа состоит из следующих операций:
установка пуансон-матрицы 14 на плите 1; разметка отверстий под болты 21 и провальные отверстия;
сверление и зенкование отверстий под болты 21 и провальные отверстия;
установка пуансон-матрицы 14 на плиту 1 и закрепление болтами 21;
посадка съемника 4 на пуансон-матрицу 14 с установкой между съемником и плитой концевых мерных плиток; разметка на плите через съемник отверстия под пружины 17 и винты 2; сверление и развертывание отверстий под штифты и прессование штифтов;
сверление и зенкование гнезд под пружины 17, свер-ление под винты 2 съемника;
установка матрицы 6 на пуансон-матрицу 14 с прокладкой между ними фольги по величине технологического зазора и концевых мерных плиток между матрицей 6 и плитой 1; ввертывание центра переводника в матрицу 6, посадка плиты 8 на колонки 3 и разметка отверстий под крепежные болты 19 и штифты 20;
сверление отверстий под болты 19 в плите 8;
установка пуансонодержателя в сборе со всеми пуансонами на плите 8 и крепление болтами 19, посадка плиты 8 на колонки 3, центрирование всех пуансонов по пуансон-матрице и затягивание болтов;
сверление и развертывание отверстий под контрольные штифты в пуансонодержателе и плите 8 через отверстия в матрице; запрессовывание штифтов;
установка шпильки 13 толкателя в отверстие плиты 8, планки 12 в гнезде, штифта 15 и выталкивателя 16 на место; установка матрицы на штифты и затягивание болтами;
посадка пружины 17 в гнездо плиты 1, упора 5 в съемник 4, съемника на пуансон-матрицу и крепление болтами 2;
испытание штампа на прессе.
На рис. 92, кроме перечисленных деталей, обозначены направляющая втулка 7, пуансон 10 для проколки шести отверстий, хвостовик штампа 11, шпилька толкателя 13, пробивной пуансон 18.