
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 3. Устройство штампов для горячей штамповки
Молотовые штампы. Для штамповки на молотах штампы делают одноручьевые и многоручьевые.
Схема одноручьевого молотового штампа показана на рис. 100, а. Штамп состоит из двух частей: нижней 5 и верхней 5, между которыми помещается заготовка 12. Верхняя часть штампа хвостовиком и клином 9 крепится к бабе 10 молота. Для предупреждения сдвига штампа предусмотрен сухарь 11. Нижняя часть штампа крепится также хвостовиком и клином 4 в штамподержателе 3, а последний в свою очередь крепится клином 2 к неподвижной части молота — шаботу 1. Смещение нижней части штампа предупреждает сухарь 14.
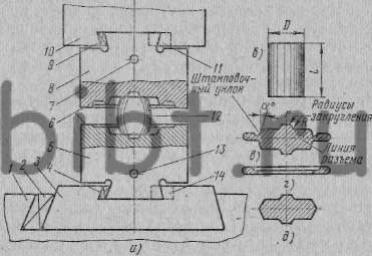
Рис. 100. Одноручьевой молотовый штамп:
а — штамп, б—заготовка штамповки, в — штамповка с заусенцем, г — заусенец после обрезки, д — отштампованная деталь
На лицевой поверхности 6 обеих частей штампа выполнены такелажные отверстия 7 и 13 и углубления, соответствующие форме поковки (ручьи), у которых все углы закруглены по радиусу. Чтобы избежать появления трещин в углах и в середине хвостовика, между плечиками штампа и бабой или между плечиками и штамподержателями имеется небольшой зазор, обеспечивающий упор штампа при ударах только на плоскостях хвостовика. Паз для сухаря 14 по высоте делают всегда на одном уровне с плечиком штампа. Последовательность штамповки показана на рис. 100, б, в, г, д.
При штамповке иногда возникают боковые усилия, сдвигающие верхнюю часть штампа относительно нижней, что снижает точность штамповки. Для противодействия этим усилиям в молотовых штампах делают направляющие замки. На рис. 101, а, б и в показаны конструкции замков.
Штампы для кривошипных прессов. Особенность их устройства обусловлена тем, что полость штампа заполняется нагретым металлом за один ход пресса. В связи с этим степень деформации металла при штамповке на прессе значительно выше, чем при штамповке на молоте, что и вызывает необходимость обязательного расчленения процесса штамповки на несколько переходов.
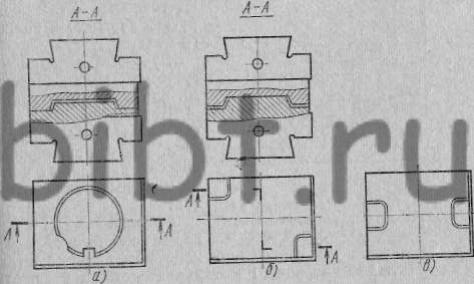
Рис. 101. Конструкции замков молотовых штампов:
а — круглый замок, б — шиповые угловые замки, в — шиповые осевые замки
Другая особенность штамповки на прессах, обусловленная постоянной величиной хода ползуна пресса, состоит в том, что плоскости верхней и нижней половин штампа не могут сходиться вплотную и должны иметь зазор, равный толщине облоя.
Штампы для кривошипных горячештамповочных прессов состоят из двух пакетов — верхнего и нижнего. Пакеты включают в себя следующие узлы и детали: башмаки; державки; направляющие колонки; втулки к колонкам с манжетами, предохраняющими от окалины; ручьевые вставки; плиты под ручьевые вставки, защищающие башмак и державку от смятия; детали крепления ручьевых вставок и механизмы для удаления поковок из ручьев (выталкиватели, пружины, рычаги).
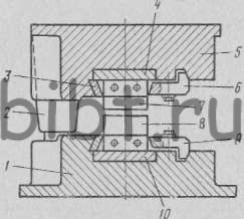
Рис. 102. Сборный штамп пакетного типа для горячештамповочных кривошипных прессов
На рис. 102 показан штамп пакетного типа. В основные плиты (башмаки) 1 и 5 вкладывают подкладные плиты 4 и 10, на которых устанавливают ручьевые вставки 7 и 8, закрепляемые клиновыми планками 3, прижимными колодками (прихватами) 6 и 9 и болтами.
Клиновые планки устанавливают по одной, а прижимные колодки по числу ручьевых вставок. Штамп снабжен направляющими колонками 2, расположенными на противоположной от рабочего стороне штампа. Они обеспечивают точность совмещения ручьев верхнего и нижнего пакетов.
Ручьевые вставки могут быть призматическими или цилиндрическими. Штампы для фрикционных прессов. На фрикционных прессах применяют четыре основных вида штампов:
открытые — для штамповки поковок с облоем в плоскости разъема штампа (с цельной матрицей, с выталкивателем или без него);
закрытые — для безоблойной штамповки (с разъемной матрицей);
закрытые — для штамповки выдавливанием (с цельной матрицей и выталкивателем);
закрытые — для изготовления стержневых поковок (с цельной наклоняемой матрицей).
Штампы для фрикционных прессов обычно бывают одноручьевыми. Штамп состоит из двух половин: нижней — матрицы и верхней — пуансона.
Матрицы применяются как сплошные, так и со вставками. Как правило, матрицы для фрикционных прессов имеют гнездо для выталкивателя. Штампы крепят на прессах преимущественно клиньями.
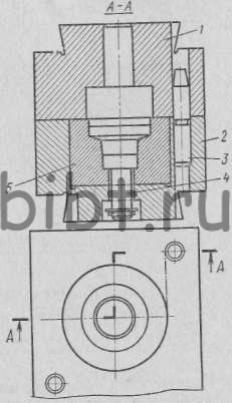
Рис. 103. Закрытый штамп для фрикционного пресса:
1 — верхний боек, 2 — нижний боек. 3 — направляющая колонка, 4 — выталкиватель, 5 — вставка
На рис. 103 показан закрытый штамп с цельной матрицей и выталкивателем для безоблойной штамповки на фрикционном прессе.
Обрезные штампы. Эти штампы подразделяются на штампы для горячей и холодной обрезки облоя и состоят из трех основных частей — башмака, матрицы и пуансона. В некоторых случаях применяются съемники.
Штампы для горячей обрезки изготовляют по чертежу горячей поковки, т. е. с учетом расширения детали в нагретом состоянии, а для холодной обрезки — по чертежу готовой детали.
Зазор между пуансоном и матрицей в штампах для горячей обрезки делают значительно большим, чем для холодной, и он может достигать 2 мм на сторону. Окно по контуру обрезки у матрицы делают на 5—8 мм без уклона, а далее с уклоном 5—7° для свободного провала обрезанной поковки. Чтобы повысить стойкость матриц для горячей обрезки, их режущие кромки иногда наплав-, ляют твердым сплавом, так как в процессе работы обычные матрицы сильно нагреваются и поэтому быстро изнашиваются.
Штампы для горячей обрезки имеют высокие башмаки с окном для из-влечения обрезанной детали, а штампы для холодной обрезки — низкие башмаки, с выталкивателем. Матрица крепится к башмаку клином или винтами.
Матрицы бывают цельными и составными. Составными делают матрицы Для обрезки крупногабаритных поковок. Это дает экономию в расходовании штамповых сталей и облегчает изготовление и ремонт матриц.
Размеры рабочей части пуансона назначают с учетом зазора для захода пуансона в отверстие матрицы. Зазор создается только за счет уменьшения размеров пуансона. При малой величине зазора и быстром остывании облой застревает на пуансоне, и для его снятия применяют съемники, крепящиеся на нижнем башмаке штампа.
Съемники делают в виде планок с отверстием под пуансон (жесткий съемник), планок на пружинах, в форме скоб, резинового буфера и др.
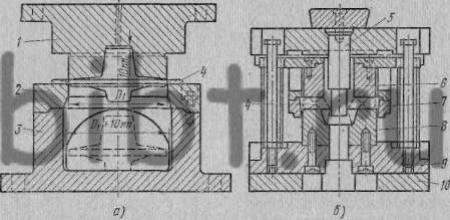
Рис. 104. Обрезные штампы:
а — для горячей обрезки облоя, б — для холодной обрезки облоя с одновременной прошивкой пленки: 1—обрезной пуансон, 2 — матрица, 3 - башмак, 4 — поковка, 5 — прошивной пуансон, б - съемник, 7 — обрезной пуансон, 8 — матрица, 9 —нижняя плита, 10 — подкладная плита
На рис. 104, а показан простой штамп для горячей обрезки.
Конструкции обрезных штампов разнообразны, в них могут быть и другие детали, кроме указанных (направляющие колонки, втулки и т. п.).
При крупносерийном производстве поковок широко применяют комбинированные штампы, на которых одновременно выполняются операции обрезки облоя и прошивки отверстия поковок. Такой штамп показан на рис. 104, б.
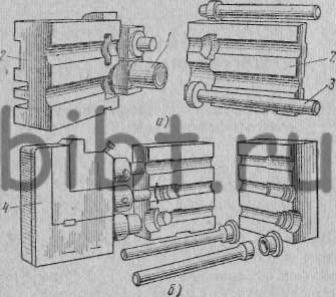
Рис. 105. Пуансоны и матрицы к горизонтально-ковочным машинам:
а — двухручьевой комплект, б — трехручьевой комплект с составными пуансонсдержателями; 1 — пуансоны, 2 — матрицы, 3 — поковки по переходам, 4 — составной пуансонодержатель
Штампы для ГКМ. Штампы для высадки на горизонтально-ковочных машинах состоят из четырех основных частей: пуансонодержателя, пуансона и двух полуматриц (правой и левой). Пуансонодержатели могут быть цельными (рис. 105, а) и составными (рис. 105, б).
Для цельного пуансонодержателя характерно постоянство расстояний между осями пуансонов. Эти расстояния должны строго соблюдаться при растачивании ручьев в матрицах. Если расстояния между осями пуансонов приходится изменять, то изготовляют составные пуансонодержатели. Каждая из составных частей такого пуансонодержателя несет по одному пуансону. При сборке комплекта пуансонодержателей между ними прокладывают стальные шлифованные пластины соответствующей толщины и этим изменяют расстояния между осями ручьев.
Матрицы могут иметь от одного до шести ручьев, зависимости от характера высадки, определяемого формой детали. Половинки матрицы крепятся в машине болтами, причем неподвижная полуматрица крепится к станине, а подвижная — к поперечному зажимному ползуну. Чтобы полуматрицы по высоте не смещались, их скрепляют шпонками.
В каждой выработке (ручье) матрицы различают захватную и рабочую части. Захватная часть ручья предназначена для удерживания прутка от выталкивания и прочного зажима его. Чтобы избежать проскальзывания прутка при высадке, захватную часть растачивают на овал. Для этого при растачивании между двумя ее полуматрицами прокладывают металлические пластины толщиной 0,5—0,6 мм. При растачивании рабочей части ручья эти пластины вынимают.
Для удерживания прутка длину захватной части ручья делают не менее трех диаметров прутка и поверхность этой части ручья оставляют шероховатой (со следами резца), чтобы увеличить трение.