
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 5. Особенности разметки штампов для горячей штамповки
При изготовлении молотовых штампов одной из наиболее ответственных операций является разметка.
Перед разметкой заготовок штампа, полностью обработанных по всем шести сторонам и не имеющих замков, лицевую и опорную поверхности шлифуют на плоскошлифовальном станке для получения точных баз и для удаления штрихов от предыдущей обработки. В штампах, имеющих замок, если невозможно выполнить шлифование, зачищают только крупный штрих кривых поверхностей на лицевой стороне штампа ручными шлифовальными машинами.
Штамп можно размечать одним из двух способов:
первый — от центра (базой является осевая линия, соответствующая оси хвостовика и перенесенная вертикально на плоскость разъема штампа);
второй — от контрольного угла (базой служит сторона контрольного угла, которая строгается или фрезеруется параллельно оси хвостовика).
По сравнению с первым второй способ требует меньше времени и более точен. Если в некоторых случаях получается небольшое смещение ручья (1—2 мм) относительно оси хвостовика, то это смещение не вызывает ошибки, так как оно будет одинаковым в верхней и нижней половинах штампа. Поэтому обе половины штампа размечают одновременно, перенося размеры с одной половины на другую.
При разметке обе половины штампа устанавливают на разметочную плиту так, чтобы передние (фронтальные) контрольные стороны были обращены к разметчику, а боковые — наружу (вправо и влево одна от другой наподобие раскрытой книги). Стороны контрольного угла являются как бы координатными осями, от которых размечают ручьи в обеих половинах штампа, поэтому при совмещении этих половин штампа и совпадении контрольных углов ручьи должны также совпадать.
По чертежу необходимо учесть величину принятой усадки отштампованной детали после ее остывания и по усадочному метру отсчитывать все размеры.
Приемы разметки на плоскости и на замке различны. При разметке на плоскости объемный контур штампуемой детали следует мысленно разбить на отдельные геометрические тела, из которых составляется фигура детали, и разметку выполнять в отдельности по элементам геометрических тел. Возможны два варианта: когда тело вырезается как элемент ручья в массиве штампа и, наоборот, когда в металле штампа удаляется масса, окружающая тело, а само тело остается в виде выступа.
При разметке штампа для детали, имеющей форму параллелепипеда с основанием a, b, c, d и высотой h, на лицевой его части размещают прямоугольник a1b1c1d1 (рис. 108, а), стороны которого больше соответствующей стороны основания параллелепипеда на величину штамповочного уклона. Таким образом, сторона a1d1 составляет
a1d1 = ad + 2*h*tg 7°, а сторона
a1b1 = ab+2h*tg7°.
Таким образом, полость штампа будет размечена не по форме параллелепипеда, а по форме усеченной пирамиды: большее основание пирамиды образовано разметкой, а меньшее имеет размеры, соответствующие чертежу детали. Поэтому как для параллелепипеда, так и для прямой призмы с основанием в виде треугольника или многоугольника, разметка на лицевой часта штампа представляет собой ту же геометрическую фигуру, что и в основании призмы, только увеличенную на штамповочный уклон.
Если на поверхности штампа размечают не впадину, а выступы, то штамповочный уклон не прибавляют, а вычитают из размеров основания детали. Такой метод разметки применим как для призм, так и для цилиндров, имеющих в оснований плоскую фигуру, составленную из прямых и кривых линий. Так, например, разметка горизонтального цилиндра на штампе представляет собой прямоугольник, стороны которого равны диаметру и высоте цилиндра. Однако плоские торцы цилиндра должны иметь штамповочный уклон, и поэтому разметку торцов горизонтального цилиндра на штампе соответствующим образом изменяют (рис. 108,б).
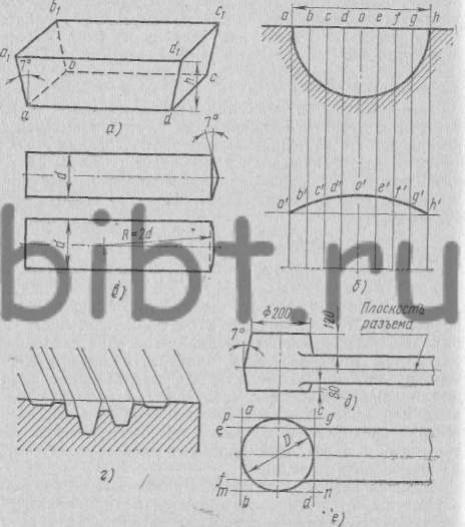
Рис. 108. Приемы разметки ручьев штампов
Глубина ручья неодинакова во всех точках прямой ah, поэтому и отклонение на штамповочный уклон будет неодинаковым. Если в точке а отклонение равно нулю, то в точке о оно составит D/2*tg 7°, т. е. будет иметь максимальную величину, а в промежуточных точках b, c, d и т. д.— некоторые промежуточные значения. Поэтому линия, соединяющая точки отклонения на штамповочный уклон а', b', с', d', о' и т. д., будет не прямой, а кривой (дугой эллипса), которую и нужно размечать на торце цилиндра. В заводских условиях такую кривую не строят, а размечают торец цилиндра упрощенным способом, проводя на торце прямые линии под углом 7° или описывая дугу круга радиусом, равным двум диаметром (рис. 108, в).
Таким образом, разметка сводится к вычерчиванию на лицевой стороне штампа контура той фигуры, которая получается при разрезе штампуемой детали плоскостью разъема штампа. Кроме контура ручья с учетом штамповочного уклона, на плоскость разъема наносят линии пересечения всех вертикальных и наклонных поверхностей полости с плоскостью разъема, даже если эти поверхности не доходят до плоскости разъема (рис. 108, г).
Рассмотрим разметку плоского рычага с круглой головкой. На рис. 108, д дан чертеж детали, а на ряс. 108, е показано, как следует размечать деталь. Плоскостью разъема головка делится на две несимметричные части. При диаметре головки D —200 мм диаметр разметки составит D = 200 + 2* 120*tg 7° = 229,5 мм.
Так как на обеих половинах штампа диаметр D, равный 229,5 мм, должен быть сохранен, в нижней половине штампа при фрезеровании по этой разметке головки на глубину 80 мм получится диамер, на дне равный 229,5—2*80*tg 7°=209,9 мм, а не 200 мм, как это должно быть по чертежу. Поэтому, когда требуется диаметры основания сохранить одинаковыми (т. е. равными 200 мм) в обеих половинах штампа, в более мелком ручье изменяют штамповочный уклон с 7° на другой, который будет tg а =(229,5 — 200)/2:80 = 0,185, откуда а ~ 10,5°.
Для фрезерования такого уклона специально затачивают концевую фрезу.
При разметке подобного ручья в штампе окружность основания яблока с диаметром D заключают в квадрат (см. рисунок) с четырех сторон ab, cd, pg, mn, размечаемый с целью контроля правильности фрезерования. Для этой же цели продолжают за пределы ручья линии разметки стержня e и f.
Разметка на замке, т. е. проведение на замке линий, параллельных контрольному углу (рис. 109, а), не отличается от обычной разметки.
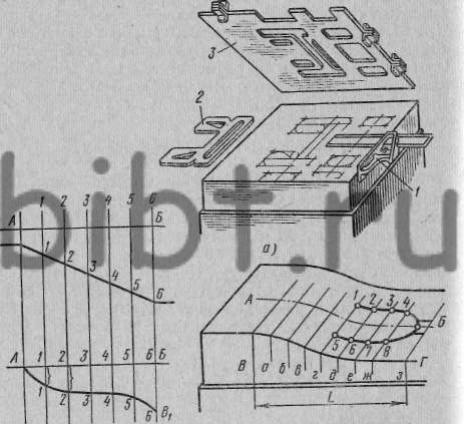
Рис. 109. Разметка на замковой поверхности штампа
На наклонной плоскости кривую размечают следующим образом (рис. 109,б). Вычерчивают кривую АВ1 на плоскости и определяют координаты точек 1, 2, 3 и т. д., взятых на равном расстоянии по прямой АБ. Длину наклонной плоскости делят на такое же число частей, проводят на ней ось АБ и строят отдельные точки кривой, которые соединяют лекалами или гибкой линейкой. Точность разметки повышается с увеличением числа делений.
Аналогично выполняют разметку на кривом замке. Если кривизна незначительна, то можно пренебречь неточностью, получающейся от искажения разметки. При значительной кривизне построение ведут по точкам. В этом случае (рис. 109, в) на кривом замке проводят осевую линию АБ и конечные линии, ограничивающие кривую, затем эти линии переносят на поверхность контрольного угла. Расстояние L между крайними линиями ВГ делят на участки так, чтобы деления приходились на наиболее характерные точки размечаемой кривой. Эти деления вычерчивают на какой-либо другой плоскости (пластине или плите), на которой и размечают контуры детали.
После этого измеряют расстояние до каждой точки от осевой линии и полученные величины наносят соответственно на лицевую поверхность штампа, а точки соединяют гибкой линейкой и накернивают.
Применение шаблонов значительно ускоряет и облегчает разметку штампов, особенно крупных. Если лицевая часть не имела замка, то разметка сводится к правильной установке шаблона, очерчиванию его контура чертилкой или кернению.
Шаблон устанавливают с помощью трех угольников (см. рис. 109, а), причем направление осевой линии штампа выверяют или по краю шаблона, если он идет параллельно ей, или по осевой линии шаблона и контрольному углу, После очерчивания контура шаблона разметку дополняют осевыми, вспомогательными и другими линиями и накернивают.