
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 6. Изготовление и применение шаблонов
Ручьи штампов обрабатываются по размеченному контуру на поверхности разъема и по шаблонам, позволяющим проверять размеры и профиль углублений. На рис. 110 показана схема нижней половины молотового штампа и комплект шаблонов для проверки правильности выполнения всех сечений полости, размеченной на ее лицевой поверхности.
При изготовлении штампов для горячей штамповки различают следующие виды шаблонов: общие, контурные, для замков, профильные и вспомогательные.
Общие шаблоны применяют многократно при изготовлении любых штампов для промера хвостовиков, гнезд под сухари, пазов под шпонки, штамповочных уклонов, радиусов закруглений и других нормализованных элементов штампов.
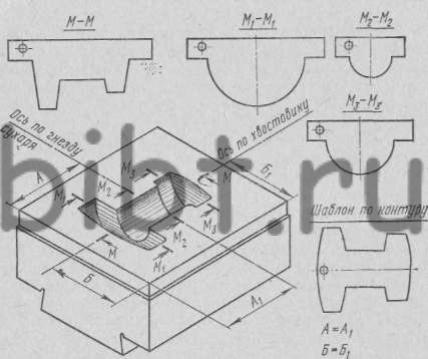
Рис. 110. Схема половинки молотового штампа и шаблоны для проверки полости и ручья в процессе изготовления
Шаблоны для замков служат для подгонки замков при механической обработке; их также применяют и как вспомогательные для разметки ручьев.
Контурные шаблоны представляют собой точный контур ручья на плоскости разъема штампа. Эти шаблоны применяются для разметки половин штампов, проверки ручья после фрезерования и окончательной проверки его контура после изготовления штампа; по ним также подгоняют матрицы для горячей обрезки и фрезеруют контур матриц и пуансонов на копировально-фрезерных станках. Кроме контура ручья, на этих шаблонах иногда фиксируют отдельные линии для его участков, а также наносят линии, соответствующие внутренним углам ручья штампа, которые получаются от пересечения различных кривых поверхностей и плоскостей фигуры.
Профильные шаблоны служат для измерения ручья штампа при фрезеровании или слесарной доработке.
Вспомогательные шаблоны применяются как дополнение к контурным и профильным при изготовлении сложных ручьев штампа, особенно если сечение тела поковки изменяется при изменении ее длины.
Шаблоны изготовляют из листовой стали, а в некоторых случаях — из дюралюминия толщиной 1—3 мм. Шаблоны разового употребления (разметочные, токарные, профильные) и шаблоны, не требующие точного изготовления, выполняют из незакаленной стали с содержанием углерода 0,6—0,8%. Шаблоны высокой точности и часто употребляемые (общего назначения, контурные и профильные) термически обрабатывают с последующим шлифованием и доводкой.
При изготовлении точного шаблона сначала изготовляют контршаблон, по которому обрабатывают сложные участки шаблона, затачивают фасонные фрезы и проверяют бывшие в употреблении шаблоны по окончании изготовления штампа. При работе по разметке на вертикально-фрезерном станке по шаблону выполняют разметку, а по контршаблону — фрезерование, например, гибочного ручья или замка. Изготовить симметричный шаблон без контршаблона невозможно, нужно избегать изготовления какой-либо части сложного профиля ручья «на глаз».
Рабочие поверхности всех шаблонов должны изготовляться ровными с плавными переходами в пределах допуска. Допуски на изготовление шаблонов принимают по ведомственным нормалям.