
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 3. Классификация пресс-форм
Конструкции пресс-форм для получения изделий из пластмасс разнообразны, что обусловлено разнообразием изготовляемых изделий, свойствами материала, из которого они должны быть изготовлены, характером производства и т. д.
Пресс-формы подразделяют на пресс-формы прямого прессования и пресс-формы литьевого прессования.
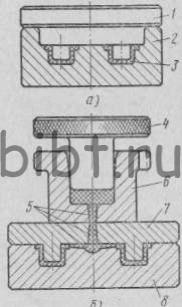
Рис. 117. Схемы пресс-форм:
а — прямого прессования, б — литьевого прессования; 1,4 — пуансоны, 2, 8 — матрицы, 3 — изделие, 5 — литниковые каналы, 6 — загрузочная камера, 7 — верхняя плита
В пресс-форме прямого прессования (рис. 117, а) загрузочная камера является продолженнем
полости, оформляющей нижнюю часть изделия. Деталь пресс-формы, в которой выполнены загрузочная камера и нижняя оформляющая полость, называется матрицей. Пресс-материал загружают в матрицу, где он, нагреваясь, приобретает пластичность, а затем уплотняется под действием пуансона. Пуансон — это деталь пресс-формы, передающая давление на пресс-материал и оформляющая верхнюю и внутреннюю поверхности изделия. Пресс-форма прямого прессования полностью смыкается, когда окончательно оформлено изделие.
В пресс-форме литьевого прессования оформляющая полость выполняется отдельно от загрузочной камеры и перед заполнением ее пресс-материалом она полностью сомкнута. Пресс-материал поступает из загрузочной камеры в оформляющую полость через литниковые отверстия (каналы).
Пресс-формы для литьевого прессования делятся на два вида: с индивидуальной загрузочной камерой — для работы на прессах; 'без загрузочной камеры — для работы на литьевых машинах. Схема пресс-форм литьевого прессования для работы на прессах показана на рис. 117,б.
Пресс-формы литьевого прессования менее производительны, чем пресс-формы прямого прессования. Однако в них можно получить более точные изделия сложной формы, не требующие механической зачистки облоя. Пресс-формы литьевого прессования без загрузочной камеры применяются только для литья термопластов и их устанавливают на литьевые машины. Материал поступает в оформляющую полость формы по литниковым каналам из материального цилиндра литьевой машины.
По характеру эксплуатации пресс-формы бывают съемные и стационарные.
Съемные пресс-формы необходимо снимать с пресса для извлечения готового изделия после каждой запрессовки. Для нагрева съемных пресс-форм прессы оснащают плитами обогрева, между которыми устанавливают пресс-форму при прессовании.
Съемные пресс-формы мало производительны и их применяют при изготовлении небольших партий изделий.
Стационарные пресс-формы жестко соединены с плитами пресса или литьевой машины, готовое изделие из них удаляется без снятия пресс-формы с пресса.
Стационарные пресс-формы оснащены устройством для нагрева или охлаждения в зависимости от типа перерабатываемого материала.
Кроме съемных и стационарных, применяют полустационарные пресс-формы, у которых съемной является только часть, непосредственно оформляющая изделие.
По количеству одновременно получаемых изделий, или по количеству оформляющих гнезд, пресс-формы делятся на одногнездные и многогнездные. Различают также пресс-формы по количеству и направлению плоскостей разъема. Плоскостью разъема пресс-формы называют поверхность, по которой происходит разъем частей пресс-формы, оформляющих изделие. Разъем пресс-формы необходим для загрузки очередной порции (навески) пресс-материала перед прессованием и для извлечения готового изделия. Плоскость разъема может быть горизонтальной или вертикальной. Для извлечения изделия в вертикальном направлении необходима горизонтальная плоскость разъема.
Если для извлечения изделия следует развести оформляющие части пресс-формы в горизонтальном направлении, то делается вертикальная плоскость разъема. Количество плоскостей разъема зависит от формы изделия. Пресс-формы могут быть с одной, двумя и тремя плоскостями разъема.