
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
§ 4. Устройство пресс-форм для изготовления изделий прессованием
Рассмотрим несколько типовых конструкций пресс-форм для реактопластов.
На заводах, специализированных на переработке реактопластов, широко распространены пресс-формы прямого прессования, как наиболее производительные.
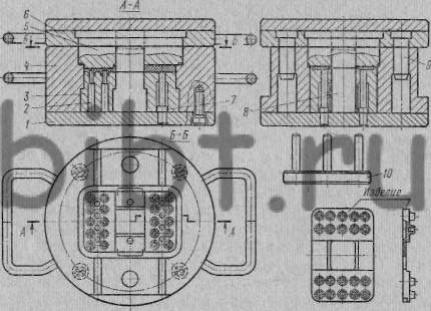
Рис. 118. Съемная пресс-форма прямого прессования
Способом прямого прессования могут быть получены изделия различной величины и формы. Исключение составляют изделия, имеющие тонкую металлическую арматуру, глубокие отверстия малых диаметров и отверстия, расположенные перпендикулярно направлению прессования.
На рис. 118 показана съемная одноместная пресс-форма с горизонтальной плоскостью разъема ББ для прямого прессования щеки каркаса трансформатора из пресс-материала марки АГ-4. Верхняя часть пресс-формы с пуансоном 5 при смыкании фиксируется относительно нижней части направляющими колонками 9. Матрица 4, верхняя часть которой служит загрузочной камерой, для упрощения изготовления выполнена составной. Нижняя часть изделия оформляется деталью 3, называемой вставкой. Вставку 3 плотно устанавливают в отверстие матрицы 4 и закрывают снизу опорной плитой 1. Пуансон 5 таким же способом закреплен в плите 6 (пуансонодержателе). Детали 2 и 8 пресс-формы, оформляющие отверстия, называют знаками.
После прессования снятую с пресса пресс-форму разнимают на приспособлении для извлечения изделия.
Само изделие извлекают съемником 10, стержни которого через отверстия в плите 1 перемещают выталкиватели 7.
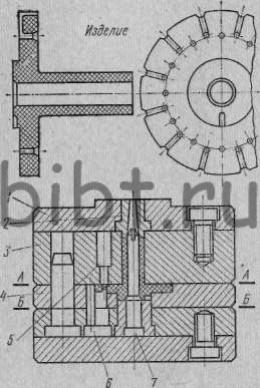
Рис. 119. Съемная пресс-форма литьевого прессования
Съемная одноместная пресс-форма литьевого прессования с двумя плоскостями разъема АА и ББ показана на рис. 119.
Загрузочную камеру (на рисунке не показана) устанавливают на верхнюю плиту 1. Пресс-материал заполняет оформляющую полость через литниковую втулку 2. Наружный контур изделия оформляется в плитах 3 и 4, а отверстия — знаками 5 и 6. Центральный знак 7 служит одновременно рассекателем потока пластмассы, проходящего через литниковую втулку, направляя его на торец изделия. После раскрытия пресс-формы по плоскостям АА и ББ изделие остается в плите 4, откуда легко выталкивается текстолитовым или алюминиевым стержнем.
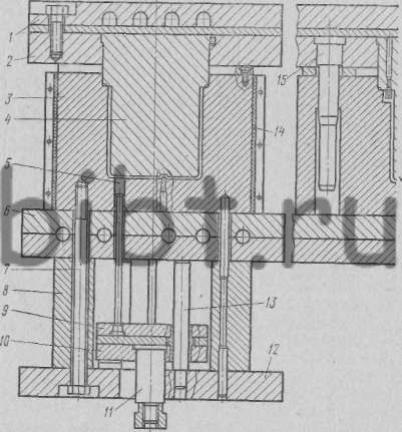
Рис. 120. Стационарная пресс-форма прямого прессования
На рис. 120 показана стационарная пресс-форма для прямого прессования защитного колпака из термореактивного пресс-материала. Пресс-форма одноместная, с одной горизонтальной плоскостью разъема. Пуансон, оформляющий внутреннюю поверхность изделия, закреплен в пуансонодержателе 2. Сверху расположена плита 1 обогрева пуансона 4 с четырьмя отверстиями для установки электрических нагревателей. По углам пуансонодержателя 2 выполнены пазы (на рис. не показаны) для болтов, крепящих верхнюю часть пресс-формы к плите пресса. К нижней части пресс-формы относится матрица 3, установленная на плите обогрева 6, опорные стойки 8, плита 12 крепления пресс-формы к столу пресса и механизм выталкивания отпрессованного изделия. Последний состоит из толкателей 5, получающих привод от нижнего плунжера пресса, с которым они соединены хвостовиком 11. Для исключения перекосов при движении плиты 9 и 10 механизма выталкивания, в которых закреплены толкатели 5 и хвостовик 11, направляются по колонкам 13. Отдельные части нижней половины пресс-формы скреплены болтами 7. Для сокращения потерь тепла наружная поверхность матрицы закрыта асбестовым кожухом 14.
Работает пресс-форма следующим образом. Перед началом прессования загружают пресс-материал в матрицу 3 пресс-формы. Затем включают рабочий плунжер пресса, который, опускаясь, выполняет прессование. При прессовании правильное положение пуансона относительно матрицы обеспечивается колонками 15. В конце хода верхнего плунжера пресса пресс-форма полностью смыкается, и пресс-материал, заполнив пространство между пуансоном и матрицей, спрессовывается в изделие. После технологической выдержки, необходимой для полного отвердения изделия, включают верхний плунжер пресса на подъем и раскрывают пресс-форму. Затем для удаления из матрицы готового изделия включают нижний выталкивающий плунжер пресса, который, действуя на хвостовик 11, поднимает плиты 9 и 10. Закрепленные в плитах толкатели 5 удаляют из матрицы готовое изделие.
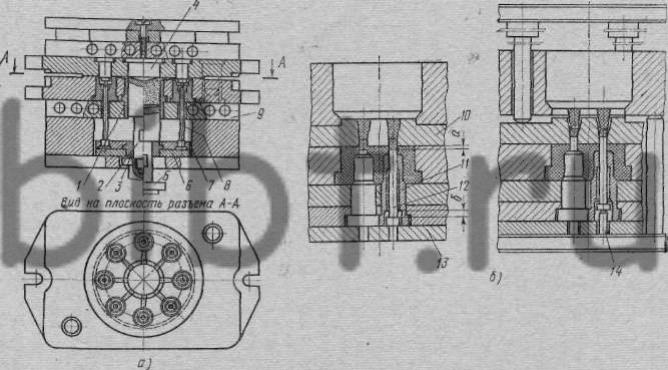
Рис. 121. Пресс-формы литьевого прессования: а — стационарная, б — съемная безоблойная
Стационарная пресс-форма литьевого прессования показана на рис. 121, а. Загрузочная камера 1 выполнена в виде трубы (запрессована в плиту 9 обогрева) и расположена в нижней части пресс-формы. В нижней части загрузочной камеры находится поршень 2, который свободно проходит через втулку 3 в плитах механизма выталкивания и соединен с нижним плунжером пресса. Подобные пресс-формы можно устанавливать только на пресс с двумя рабочими давлениями— верхним и. нижним. Верхний плунжер пресса служит для смыкания и раскрытия пресс-формы по плоскости АА, а нижний — для нагнетания пресс-материала в оформляющую полость.
Процесс прессования проходит в такой последовательности. При раскрытой пресс-форме в ее загрузочную камеру закладывают сверху пресс-материал в виде таблеток. Затем пресс-форму закрывают, включая верхний плунжер пресса. После этого приходит в движение нижний плунжер пресса, поднимающий поршень 2, который через литниковые каналы нагнетает вязкотекучий пресс-материал в оформляющие гнезда пресс-формы. Поршень 2 поднимается до тех пор, пока его верхний торец не дойдет до рассекателя 4. В этот момент нижний плунжер пресса отключается. При таком положении поршня 2 фланец 5 хвостовика пресс-формы, соединяющего поршень со штоком нижнего цилиндра, находится под плитой 6 выталкивателей. После технологической выдержки пресс-форму раскрывают, включая верхний цилиндр пресса. С помощью нижнего цилиндра вновь приводят в движение поршень 2.
Продолжая подъем, поршень выходит из камеры 1, выталкивая при этом из нее остаток пресс-материала. Одновременно фланец хвостовика поднимает плиты 6 и 7 с закрепленными в них выталкивателями 8. Изделия, поднятые над плоскостью разъема пресс-формы, снимают с выталкивателей вручную.
Получают распространение пресс-формы для безоблойного прессования реактопластов. Облой или литники удаляются в таких пресс-формах при прессовании или во время выталкивания готового изделия. Применение безоблойных пресс-форм исключает вспомогательные операции зачистки и удаления литников.
На рис. 121, б показана схема безоблойной съемной пресс-формы литьевого прессования. Два литника подведены к отверстиям изделия, оформляемым знаками 12. Знаки оформляют отверстия не на всю глубину, и пресс-материал поступает в оформляющую полость через зазор а. Зазор б между опорным буртом знака 12 и знаком 11 дает возможность знакам 12 перемещаться в вертикальном направлении. При раскрытии пресс-формы штырь 14 разъемного приспособления через отверстия в плите 13 толкает знак 12, который, поднимаясь, срезает литники о кромки плиты 10.
Широкое применение в опытном и серийном изготовлении пластмассовых деталей получили универсальные блоки. Блок представляет собой приспособление, устанавливаемое на прессе и выполняющее функции некоторых элементов конструкции стационарных пресс-форм. В универсальном блоке предусматривается система обогрева пресс-формы, механизмы разъема пресс-формы и выталкивания готового изделия, элементы крепления к плитам пресса. Детали, оформляющие изделие (пуансон, матрица и другие), вставляются в универсальный блок в качестве сменных элементов. Применяя универсальные блоки, можно не изготовлять для каждого пластмассового изделия стационарную пресс-форму. Достаточно изготовить вновь только детали, непосредственно оформляющие изделие.
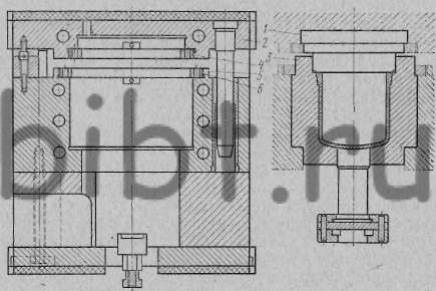
Рис. 122. Универсальный блок прямого прессования
На рис. 122 показана конструкция универсального блока для сменных пресс-форм — вкладышей прямого прессования и сменная пресс-форма к нему. Пуансон 1 пресс-формы закрепляют в круглом углублении пуансонодержателя 2, а матрицу 3 устанавливают в гнездо обоймы 5. Для закрепления пуансона и матрицы служат резьбовые кольца 4 и 6.
В настоящее время имеется много различных конструкций универсальных блоков как прямого, так и литьевого прессования.