
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
11. СПЕЦИАЛЬНЫЕ ВИДЫ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ.
Термомеханическая обработка. Высокотемпературная (ВТМО), низкотемпературная (НТМО).
Термомеханическая обработка. Термомеханическая обработка стали заключается в сочетании механической обработки давлением (прокатки, штамповки) с термической обработкой (закалкой). Это позволяет повысить прочность стали как в результате наклепа, который получается при пластической деформации, так и вследствие закалки. Благодаря этому при термомеханической обработке удается достичь более высокого упрочнения, чем при обычной закалке. Существует два основных способа термомеханической обработки.
1. Высокотемпературная термомеханическая обработка (ВТМО). Она заключается в том, что непосредственно после горячей обработки давлением (прокатки, штамповки), когда сталь имеет температуру выше Ас3 и аустенитную структуру, проводится резкое охлаждение— закалка. За короткое время между окончанием прокатки (или штамповки) и закалкой рекристаллизация не успевает произойти. В связи с этим наклеп и упрочнение, которые возникли при пластической деформации во время прокатки или штамповки, не устраняются и остаются в стали после ее остывания. После закалки к этому добавляется еще упрочнение вследствие образования твердой мартенситной структуры. Мартенсит, образующийся в этих условиях, кроме своих дислокаций как бы наследует дислокации, возникшие при наклепе. Ясно, что чем короче промежуток времени между окончанием прокатки и закалкой, когда сталь имеет высокую температуру, тем больше сохранится дислокаций и тем больше будет эффект упрочнения. Практически, этот отрезок времени составляет несколько секунд, в течение которых частично происходит рекристаллизация, что снижает эффект упрочнения. Это один из главных недостатков способа ВТМО. Схематически сущность его иллюстрирует рис. 31.
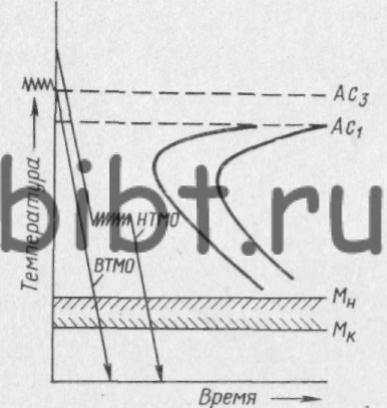
Рис. 31. Режимы термомеханической обработки: высокотемпературной (ВТМО) и низкотемпературной (НТМО)
2. Низкотемпературная термомеханическая обработка (НТМО). Сталь нагревают до аустенитного состояния, а затем охлаждают ниже температуры рекристаллизации, но выше температуры начала мартенситного превращения, т. е. в температурном интервале примерно 400—600°С. В этом интервале, в котором еще сохраняется аустенитная структура, производится деформация стали, например штамповка. Деформация вызывает наклеп аустенита, рекристаллизации же в этих условиях не происходит. Затем проводится закалка: образуется мартенсит, который, как и в предыдущем способе, наследует дислокации, а значит и упрочнение, полученное при деформации. Здесь устранен недостаток первого способа, так как рекристаллизация практически отсутствует, и потому наиболее полно используется эффект упрочнения от наклепа. Однако технологически этот способ сложнее, так как трудно осуществлять обработку давлением в таком узком интервале температур.
После термомеханической обработки как по первому, так и по второму способу нужно проводить отпуск с нагревом в интервале температур 150—300°С.
Термомеханическая обработка позволяет получить предел прочности в стали до 300 кгс/мм2, в то время как при обычной закалке он бывает не более 200— 220 кгс/мм2. Очень важно, что одновременно с повышением прочности возрастает и пластичность. При ВТМО достигается несколько меньший предел прочности — до 240 кгс/мм2, но зато повышается сопротивление ударной нагрузке как при обычной, так и при пониженной температуре.
В некоторых случаях эффект термомеханической обработки получается в результате несложного усовершенствования технологических операций. На Ленинградском металлическом заводе им. XXII съезда КПСС направляющие лопатки турбин изготовляют из хромистых сталей 12X13 и 15X11МФ методом прокатки. По старой технологии они подвергались закалке на воздухе от температуры 1030°С и отпуску при 720°С. По усовершенствованной технологии прокатка лопаток из стали 12X13 заканчивается при температуре 900—920°С, а из стали 15X11МФ — при 930—950°С. Непосредственно вслед за этим осуществляется закалка с охлаждением на воздухе и отпуск при. температуре 700—720°С. В результате повысились прочностные свойства деталей при сохранении пластических свойств. Кроме того, снизилась трудоемкость их изготовления вследствие упразднения специального нагрева под закалку.
3. Высокотемпературная поверхностная термомеханическая обработка (ВТМПО). Сущность такой обработки заключается в том, что деталь подвергается поверхностному нагреву ТВЧ и одновременно обкатывается роликами. В результате в поверхностном слое детали, разогретом до аустенитного состояния, происходит наклеп и после закалки образуется мартенситная структура, в которой наследуется дополнительное упрочнение, полученное при обкатке роликами. В отличие от обычной высокотемпературной термомеханической обработки (ВТМО) разупрочнения вследствие разрыва по времени между наклепом и закалкой в данном случае не происходит. Метод ВТМПО очень эффективен при упрочнении шеек и галтелей коленчатых валов и других ответственных деталей.