
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
II. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
1. ВЫБОР РАЦИОНАЛЬНОГО РЕЖИМА НАГРЕВА
Скорость нагрева при термообработке.
Нагрев, как и охлаждение, не может происходить равномерно по всему сечению детали. Поверхность всегда нагревается быстрее, чем внутренние слои. В связи с этим при нагреве, как и при охлаждении, могут возникать внутренние напряжения. В целях повышения производительности труда нужно стремиться как можно меньше времени затрачивать на нагрев, т. е. проводить его с максимальной скоростью, но так, чтобы не возникали трещины и был обеспечен полный и равномерный нагрев деталей по всему сечению. Чем выше температура печи, тем быстрее идет нагрев.
Скорость нагрева зависит также от среды, в которой находятся детали. Так, например, если для нагрева детали в свинцовой ванне требуется 10 мин, то для нагрева этой же детали в соляной ванне необходимо 30 мин, а в электропечи — свыше 1 ч.
Наконец, скорость нагрева зависит от тепловой мощности печи. Если в печь сравнительно небольшой мощности загрузить большую садку металла, то нагрев будет происходить медленно, поскольку такая печь в единицу времени дает ограниченное количество теплоты, и потребуется много времени, чтобы нагреть садку до заданной температуры. Как правило, нужно стремиться использовать все возможности печи для ускорения нагрева. Однако иногда во избежание трещин в металле приходится ограничивать скорость нагрева. Это необходимо в случаях, приведенных ниже.
1. Нагрев высоколегированных сталей, обладающих пониженной теплопроводностью. При ускоренном нагреве таких сталей возникает большая разность температур между поверхностью и внутренней зоной, что приводит к большим напряжениям и трещинам.
2. Нагрев массивных изделий. И в этом случае поверхность нагревается значительно быстрее внутренней зоны, что также приводит к напряжениям и трещинам.
3. Нагрев закаленной стали. После закалки в стали сохраняются внутренние напряжения. Если к ним добавятся еще напряжения вследствие быстрого нагрева, то это может стать причиной появления трещин.
4. Нагрев слитков и фасонного литья. Структура литой стали неоднородна как по химическому составу, так и по размерам кристаллов. Даже при сравнительно медленном охлаждении в литой стали всегда остаются внутренние напряжения, поэтому, как и в предыдущем случае, дополнительные напряжения от быстрого нагрева могут вызвать трещины.
В производственных условиях необходимая скорость нагрева достигается различными способами.
Обычный нагрев. Изделия загружаются в печь, имеющую рабочую температуру. Скорость нагрева в этих условиях будет зависеть от температуры печи. Существенное влияние окажет также соотношение массы нагреваемых деталей и тепловой мощности печи. Это обусловлено тем, что после загрузки деталей в печь температура ее упадет, и скорость последующего подъема ее до рабочего уровня зависит от тепловой мощности печи.
Замедленный нагрев. Он осуществляется тремя методами: а) изделия помещают в печь, имеющую температуру ниже рабочей, и нагрев происходит замедленно, по мере повышения температуры печи; б) изделия также загружают в печь с пониженной температурой, но подъем ее производится ступенями с выдержками на каждой ступени для выравнивания температуры по сечению изделий; в) последовательный нагрев в двух или нескольких печах: в первой — подогрев, а во второй — окончательный нагрев.
Скоростной нагрев. Температура в печи устанавливается на 100—300°С выше требуемой. Когда детали нагреваются до необходимой температуры, их выгружают из печи. Благодаря большому перепаду температуры скорость нагрева возрастает, а продолжительность его уменьшается. Снижается угар и обезуглероживание стали, и повышается производительность печного оборудования. Скоростной нагрев можно применять, однако, лишь для деталей простой формы, толщиной до 100 мм. Следует помнить, что при таком нагреве температура поверхности детали существенно опережает температуру сердцевины. По этой причине скоростной нагрев при термической обработке применяется редко. На рис. 34 представлены графики различных режимов нагрева.
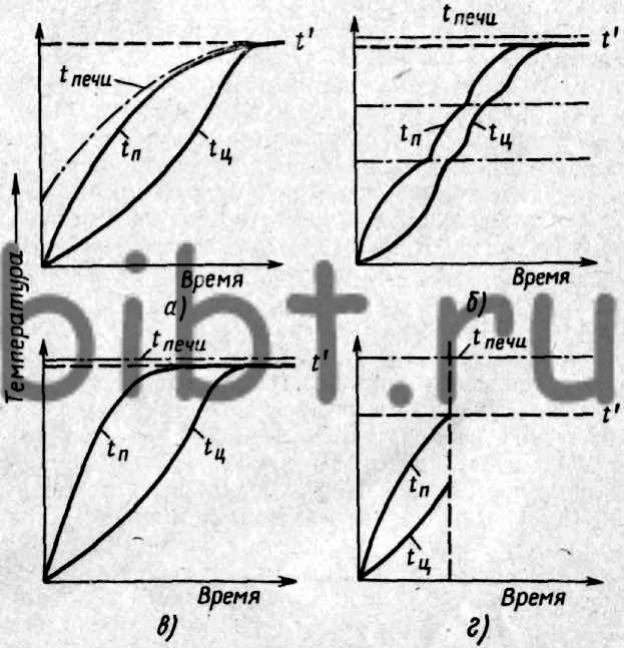
Рис. 34. Графики режимов нагрева (t' — необходимая температура нагрева, tп — температура поверхности нагреваемой детали, tц — температура в центре детали):
а — замедленный (с печью); б—ступенчатый; в — обычный; г — скоростной