
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Низкотемпературное жидкостное цианирование. Агрегат для жидкостного цианирования.
Низкотемпературное жидкостное цианирование применяют для повышения стойкости инструментов из быстрорежущей и высокохромистой стали.
Низкотемпературное цианирование инструмента из быстрорежущей стали повышает его стойкость в 1,5— 2 раза. Инструмент подвергается цианированию после окончательной термической и механической обработки, включая заточку и шлифовку, поэтому температура процесса должна быть не выше температуры предшествовавшего отпуска. Обычно она устанавливается в пределах 540—560°С. Выдержка при этой температуре продолжительностью от 5 до 45 мин позволяет получить цианированный слой толщиной 0,015—0,04 мм. В составе ванны должно быть 35—50% цианистого натрия, остальное — углекислый натрий и поваренная соль. Лучшие результаты по стойкости инструмента получаются, когда содержание цианистого натрия ближе к верхнему пределу.
При низкотемпературном цианировании инструмента часто применяют ванны, составленные на основе желтой кровяной соли K4Fe(CN)6. До расплавления эта соль не ядовита. В состав ванны вводят 90% желтой кровяной соли и 10% едкого кали (КОН).
Инструмент перед цианированием должен быть тщательно очищен от грязи и масла. Рекомендуется предварительный подогрев его до 300—400°С.
Жидкостное цианирование осуществляется в печах-ваннах с наружным обогревом (тигельных) и с внутренним (электродных).
Наружный обогрев может быть электрическим и газовым. Существенным недостатком таких печей является малая стойкость тиглей. В связи с этим для высокотемпературного, и особенно для глубокого цианирования, когда температура процесса достигает 900—960°С, применяют электродные печи-ванны. Такие печи используют и для низкотемпературного цианирования. На заводах массового производства применяют непрерывно действующие агрегаты для жидкостного цианирования (рис. 63).
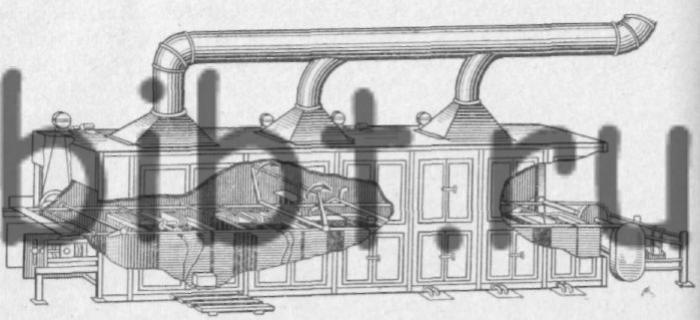
Рис. 63. Агрегат для жидкостного цианирования
Агрегат состоит из печи-ванны для цианирования, закалочного и промывочного баков и бака для пассивирования. Загрузка приспособлений с деталями и перенос их из одной ванны в другую производятся механически с помощью специального перебрасывателя.
Наряду с жидкостным низкотемпературным цианированием в производстве находит применение процесс сульфоцианирования, при котором поверхность деталей насыщается одновременно азотом, углеродом и серой. Сера, проникая в металл, образует химическое соединение — сульфид. При работе детали в условиях трения сульфид выполняет роль сухой смазки. Это способствует устранению задиров и схватывания, а также улучшает прирабатываемость деталей. В состав ванн для сульфоцианирования наряду с цианистыми солями вводятся сернистые соединения, например такие, как K2S, Na2SO3 и др.
На костромском заводе «Мотордеталь» эксплуатируется автоматическая линия жидкостного сульфоцианирования, схематически показанная на рис. 64. Обрабатываемые детали загружаются в корзины с подвесками, установленными на загрузочном конвейере 1, откуда конвейером 2 они подаются к печи 3 для предварительного нагрева. С помощью механизма подъема печь переводится в верхнее положение. В этой печи производится предварительный нагрев до 300— 350°С. Затем печь опускается, а детали поступают в ванну для сульфоцианирования 4, имеющую температуру 570°С. Продолжительность выдержки в этой ванне в зависимости от требуемой глубины слоя составляет 0,5—3,0 ч. Затем с помощью конвейера 5 подвески с деталями переносятся в ванну 7, где происходит охлаждение и отмывка деталей от солей. После этого проводится окончательная промывка в струйном агрегате 8, а затем конвейер 6 переносит их в ванну 9 для промасливания. Оттуда конвейером 10 они выдаются на разгрузку.
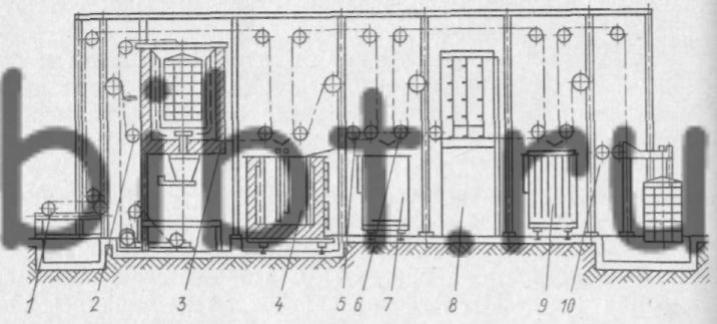
Рис. 64. Агрегат для сульфоцианирования
Существенным недостатком жидкостного цианирования является ядовитость цианистых солей. Применение таких процессов требует принятия специальных мер по технике безопасности.