
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
3. ДЕТАЛИ СТАНКОВ. Полуавтомат для газопламенной закалки станин.
На Краматорском заводе тяжелого станкостроения им. Чубаря направляющие станины закаливаются с помощью специального стенда (рис. 70). Он представляет собой портал из двух цилиндрических колонн 2, соединенных сверху балкой. Колонны установлены на опоры 3 с катками 4. На этих катках портал может перемещаться по двум направляющим вдоль станины, устанавливаемой между опорами. С этой целью предусмотрен механизм продольного перемещения 5. Закалочный агрегат (ТВЧ) 7 укреплен на траверсе 1, которая при наладке может перемещаться по колоннам на расстояние 1100 мм. Поперечное перемещение агрегата осуществляется с помощью каретки, которая движется вдоль траверсы. Точная регулировка зазора между индуктором и закаливаемой станиной проводится с помощью механизма качания 6. На таком стенде можно закаливать станины длиной до 12 м и шириной до 3 м при высоте 1,5 м. Управление всеми перемещениями узлов стенда производится переносным пультом. В процессе закалки портал движется вдоль станины с заданной скоростью, которая может регулироваться ступенями в пределах 8—24 см/мин.
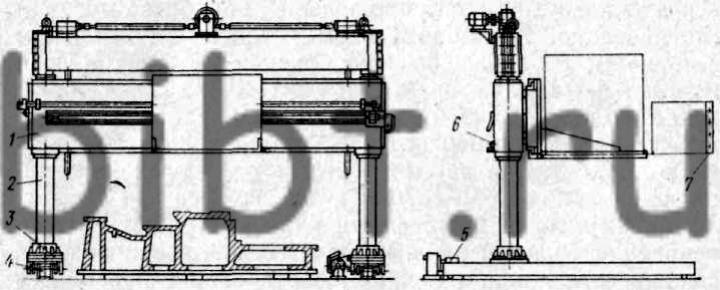
Рис. 70. Стенд для закалки направляющих станин
Эффективным методом повышения износостойкости направляющих станин токарных и револьверных станков является газопламенная поверхностная закалка. На производстве находят применение разнообразные установки для газопламенной закалки, работающие в полуавтоматическом режиме. На рис. 71 показана одна из таких установок для поверхностной закалки направляющих станин. Основные узлы этого полуавтомата смонтированы на тележке 2, которая на роликах перемещается вдоль швеллера. Этот швеллер устанавливается на закаливаемую станину 1. В горелку 4 со специальным мундштуком подается керосин и кислород. Рядом с горелкой укреплен охлаждающий спрейер 3. В процессе нагрева тележка перемещается вдоль станины с помощью электродвигателя, от которого вращение передается на ролики через ступенчатый редуктор. Скорость вращения можно регулировать с помощью реостата. Таким путем изменяется скорость перемещения тележки. Нагрев осуществляется пламенем, которое образуется при сжигании керосина в струе кислорода. На чугунной станине получают закаленный слой толщиной 4—5 мм с поверхностной твердостью HRC 40—45.
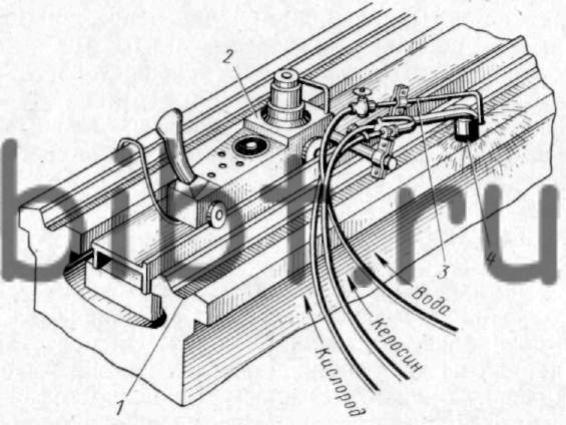
Рис. 71. Полуавтомат для газопламенной закалки станин