
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
2. КОЛЕНЧАТЫЕ ВАЛЫ.
Термическая обработка коленчатых валов преследует три цели:
1) увеличение прочности;
2) повышение износостойкости шеек, работающих в условиях трения и износа;
3) увеличение усталостной прочности, т. е. способности выдерживать большое число нагружений без поломок.
Коленчатые валы выполняют стальными и чугунными. Стальные изготовляют горячей штамповкой из легированных сталей 50Г, 40ХН и др. После штамповки следует нормализация. Коленчатые валы имеют сложную форму, и потому нужно принять все меры, чтобы не допустить их коробление при обработке. С этой целью целесообразно нагрев осуществлять в проходных печах щелевого типа. Валы подвешиваются на приспособлениях в вертикальном положении и с помощью подвесного конвейера продвигаются вдоль рабочего пространства печи. Если нормализация проводится с использованием теплоты после штамповки, то перед подачей валов в нормализационную печь необходимо снизить их температуру до 600—650 °С, с тем чтобы при последующем нагреве до температуры нормализации измельчить зерно. После нормализации валы подвергаются механической обработке, а затем производится поверхностная закалка шеек на установках ТВЧ. Наиболее распространенный способ закалки, применяемый на отечественных заводах и за рубежом, состоит в поочередной закалке шеек с помощью полуавтоматических закалочных станков (рис. 68). Коленчатый вал 7 устанавливается в центрах: левом 9 и правом 3. При пуске станка вал автоматически зажимается в центрах. Головка 1 с верхними полуиндукторами 2 и закалочными трансформаторами опускается до смыкания с нижними полуиндукторами 4, укрепленными в станине 6. При этом каждая шейка вала охватывается своим индуктором. Поворот головки с верхними полуиндукторами осуществляется с помощью гидроцилиндра 8. Управление работой станка производится кнопочным пультом 5. Все шейки вала закаливаются в определенной последовательности автоматически с одной установки вала.
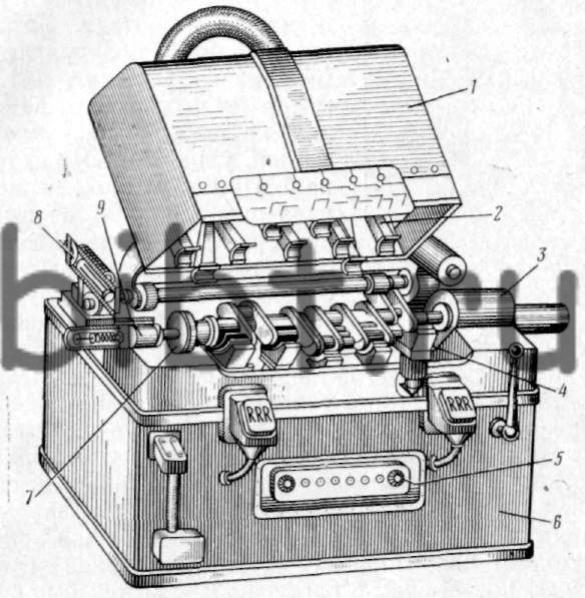
Рис. 68. Полуавтоматический станок для закалки ТВЧ коленчатых валов
Такой способ закалки имеет, однако, существенные недостатки: неравномерность нагрева, а также неравномерность по толщине и расположению закаленной зоны. Основная причина этого — неравномерное распределение электромагнитного поля, которое неизбежно при нагреве такими индукторами. Поэтому на ряде заводов применяют новый способ нагрева ТВЧ, который получил название растушевки. Он заключается в нагреве вращающейся шейки вала односторонне расположенным петлевым индуктором, охватывающим часть шейки. Так, например, обрабатывают коленчатые валы дизелей ЯМЗ-236 и ЯМЗ-238. Валы изготовляют из стали 50Г, и после нормализации производят поверхностную закалку шеек.
Наиболее напряженными участками коленчатого вала, откуда часто начинается разрушение в условиях эксплуатации, являются галтели. Так называют места перехода щеки вала в шейку. Упрочнение этих мест достигается одним из двух способов: закалкой галтелей одновременно с шейками; обкаткой галтелей с помощью роликов. При обкатке благодаря пластической деформации происходит упрочнение металла и создаются благоприятно действующие остаточные сжимающие напряжения. Поверхностная закалка шеек коленчатых валов с галтелями при индукционном нагреве (рис. 69) является экономически более выгодным процессом.
Рис. 69. Коленчатый вал, закаленный по шейкам и галтелям
Крупные коленчатые валы, как, например, валы тепловозов, диаметр шеек которых достигает 300 мм, подвергают поверхностной упрочняющей обработке методом азотирования. На Коломенском тепловозостроительном заводе им. В. В. Куйбышева коленчатые валы массой до 1,5 т изготовляют из стали 38ХН3ВА. Такие валы после предварительной термической обработки в виде нормализации и высокого отпуска проходят механическую обработку, а затем подвергаются улучшению: закалке в масле от 850—870 °С и отпуску при 540 °С. После предварительной шлифовки валы поступают на азотирование. Участки вала, не подлежащие азотированию, защищаются жидким стеклом. Азотирование проводится в контейнерных печах. Вал укладывается на две призмы, которые устанавливаются под две крайние шейки вала. Под средние четыре шейки подкладываются клинья и оставляются небольшие зазоры — по 0,3 мм. Режим азотирования двухступенчатый: I ступень — 500—510 °С, выдержка 30 ч, степень диссоциации аммиака 20—40%; II ступень — 520—540 °С, выдержка 50 ч, степень диссоциации аммиака до 60%. Толщина азотированного слоя получается не менее 0,7 мм.