
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
5. ЧТО ТАКОЕ ЗАКАЛИВАЕМОСТЬ И ПРОКАЛИВАЕМОСТЬ СТАЛИ.
Закаливаемость стали. Под закаливаемостью понимают способность стали приобретать высокую твердость после закалки. Такая способность зависит главным образом от содержания углерода в стали: чем больше углерода, тем выше твердость. Объясняется это тем, что с повышением содержания углерода увеличивается число атомов, насильственно удерживаемых при закалке в атомной решетке железа. Иными словами, увеличивается степень пересыщения твердого раствора углерода в железе. В результате возрастают внутренние напряжения, что, в свою очередь, способствует увеличению числа дислокаций и возникновению блочной структуры.
Если в углеродистой стали содержание углерода будет меньше 0,3% (сталь 20, Ст3), то такая сталь уже не закалится. Для того чтобы понять это, следует вспомнить, что образование мартенситной структуры связано с перестройкой атомной решетки железа из гранецентрированной в объемно-центрированную. Температура, при которой происходит такая перестройка, зависит от содержания углерода. Роль углерода сводится к тому, что атомы его, находясь в решетке железа, как бы препятствуют перегруппировке атомов, которая необходима для перестройки решетки. Чем больше содержание углерода, тем ниже будет температура, при которой произойдет перестройка, т. е. образуется мартенситная структура. Зависимость температуры мартенситного превращения от содержания углерода в стали была показана на рис. 16. Как можно видеть, при содержании углерода 0,2% мартенситное превращение должно происходить при сравнительно высокой температуре — примерно 350—400°С. При такой температуре углерод еще сохраняет достаточно высокую подвижность и при перестройке решетки выходит из состояния твердого раствора, образуя химическое соединение — цементит. Пересыщение твердого раствора получается совсем незначительным, и потому структура закалки — мартенсит — не образуется.
Прокаливаемость стали. Под прокаливаемостью понимают глубину проникновения закаленной зоны, т. е. свойство стали закаливаться на определенную глубину от поверхности. Если, например, сверло диаметром 50 мм, изготовленное из инструментальной углеродистой стали, закалить в воде, а затем замерить твердость его в поперечном сечении, то окажется, что во внутренней зоне, расположенной вдоль оси сверла (сердцевине), твердость будет почти такой же, как до закалки, в то время как в наружной зоне, расположенной у поверхности, твердость резко повысится. Проверив затем микроструктуру, можно будет убедиться, что в сердцевине она будет перлитного типа, а у поверхности — мартенситного. Несквозная закалка объясняется неравномерным охлаждением детали при закалке: поверхность всегда охлаждается быстрее, чем сердцевина. Неравномерность охлаждения вызывается различными условиями теплоотвода у поверхности и в сердцевине. При погружении раскаленной детали в закалочную среду поверхность, соприкасаясь с холодной жидкостью, охлаждается с большой скоростью, в то время как отвод теплоты от сердцевины затруднен толщей горячего металла, и потому она охлаждается медленно. В результате скорость охлаждения поверхности оказывается выше критической, и поверхность закаливается, а скорость охлаждения сердцевины получается ниже критической, и последняя не закаливается. Очевидно, можно представить себе, что на некоторой глубине от поверхности Н (рис. 19) скорость охлаждения будет равна критической. Тогда ясно, что слои металла, расположенные на большей глубине, не закалятся, а слои, расположенные на меньшей глубине, т. е. ближе к поверхности, закалятся.
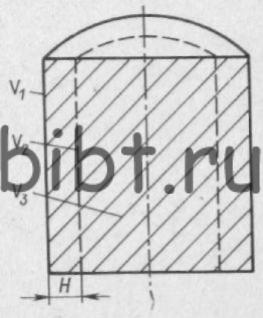
Рис. 19. Скорость охлаждения при закалке на поверхности (v1), в промежуточном слое (v2) и в центре (v3): v1>v2>v3
Глубина проникновения закаленной зоны, т. е. прокаливаемость, зависит главным образом от химического состава стали. С повышением содержания углерода до 0,8% прокаливаемость стали повышается. Дальнейшее повышение его содержания несколько снижает прокаливаемость.
За исключением кобальта все легирующие элементы, растворенные в аустените, затрудняют его распад и, следовательно, уменьшают критическую скорость закалки. В результате увеличивается прокаливаемость.
Для улучшения прокаливаемости в сталь вводят марганец, хром, никель, молибден и др. элементы. Особенно эффективно действует комплексное легирование, при котором полезное влияние отдельных элементов на прокаливаемость взаимно усиливается. Например, для стали с 0,4% С и 3,5% Ni критическая скорость закалки равна 150°С/с, а добавка 0,75% Мо снижает эту скорость до 4°С/с.
Те легирующие элементы, которые с углеродом могут давать химические соединения в виде карбидов (вольфрам, ванадий, титан и др.), повышают прокаливаемость только в том случае, если они при температуре закалки оказываются растворенными в аустените. Если же они будут оставаться в составе карбидов, то прокаливаемость снижается. В связи с этим с целью наиболее полного растворения карбидов и повышения благодаря этому прокаливаемости иногда значительно увеличивают температуру нагрева при закалке.
Из всего сказанного о влиянии легирующих элементов на прокаливаемость стали следуют два очень важных вывода:
1) при использовании легированных сталей можно получить сквозную прокаливаемость в деталях большого сечения, которые невозможно закалить насквозь при изготовлении их из углеродистой стали;
2) применение легированной стали вместо углеродистой позволяет снизить скорость охлаждения, необходимую для закалки, и использовать в качестве охладителя взамен воды — масло. В результате снижаются закалочные напряжения, уменьшается коробление и опасность образования трещин.
Наряду с химическим составом на прокаливаемость оказывают влияние и некоторые другие факторы: однородность аустенита, отсутствие в нем карбидов и иных примесей и включений, величина зерна и др. Чем однороднее аустенит и больше размер его зерен, тем выше будет прокаливаемость.