
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. СРЕДСТВА МЕХАНИЗАЦИИ. Копировальные станки.
На крупносерийных заводах применяются автоматические линии и участки, цехи-автоматы. Но так как характер производства на большинстве машиностроительных предприятий мелкосерийный или индивидуальный, применение на них автоматических линий и участков экономически невыгодно, так как перенастройка автоматических линий сложна и трудоемка. В связи с этим на мелкосерийных предприятиях часто применяются станки-полуавтоматы, автоматы, копировальные станки, станки с программным управлением, переналадка которых не связана с большими трудностями. Некоторые из этих видов станков рассмотрены ниже.
Копировальные станки. Сущность работы копировального станка состоит в том, что режущий инструмент при обработке заготовки (детали) точно повторяет движения копировального пальца (щупа), перемещающегося по макету изготовляемого изделия. Макет представляет собой точную копию изготовляемого изделия (иногда в каком-то масштабе).
В зависимости от того, как обеспечивается согласованное перемещение копировального пальца и режущего инструмента, различают две схемы построения копировальных станков. В одной из них взаимное положение копировального пальца и режущего инструмента контролируется автоматической следящей системой, а в другом согласование положения указанных элементов осуществляется при помощи механических связей.
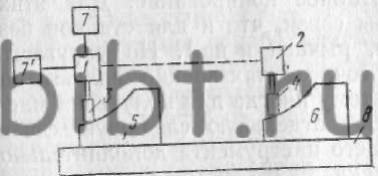
Рис. 125. Схема копировального станка без следящего привода
На рис. 125 изображена схема копировального станка без следящей системы. В станках такого типа перемещение копировальной головки 1 производится в двух взаимно перпендикулярных направлениях при помощи приводов 7 и 71 так, чтобы палец 3, жестко закрепленный в копировальной головке, постоянно находился в контакте с копиром 5. Приводы 7 и 71 могут быть как машинными, так и ручными. Перемещение копировальной головки 1 передается инструментальной головке 2 при помощи механической связи, обозначенной на рисунке штриховой линией. Режущий инструмент 4, закрепленный в инструментальной головке 2, обрабатывает заготовку 6, расположенную, как и копир 5, на столе 8.
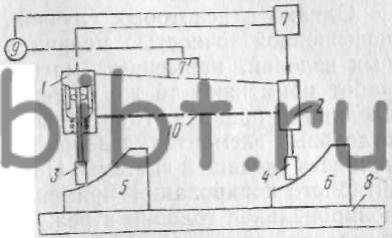
Рис. 126. Схема копировального станка со следящим приводом
На рис. 126 изображена схема копировального станка, в котором взаимное положение копировального пальца 3 и режущего инструмента 4 контролируется автоматической следящей системой. Копировальный шпиндель крепится в корпусе 1 копировальной головки шарнирно. Нижний конец этого шпинделя несет копировальный палец 3, верхний — перемещает подвижную часть чувствительного элемента головки (электрические контакты, якорь индукционного датчика и т. д.).
Чувствительный элемент копировальных головок устроен так, что когда копировальный палец 3 (под давлением копира 5, с одной стороны, и под давлением пружины копировальной головки — с другой) устанавливается в некоторую среднюю позицию, его положение согласовано с положением режущего инструмента 4, и привод 7 остановлен. Отклонение копировального пальца от этого положения (появление рассогласования) вызывает подачу команд приводу 7 для согласования режущего инструмента 4 и копировального пальца 3. Для повышения точности копирования необходимо, чтобы команды подавались при минимальном рассогласовании, т. е. при достаточно малых перемещениях копировального пальца относительно корпуса копировальной головки. Кроме того, для уменьшения износа копира стремятся к снижению усилия действующего на него копировального пальца. При малых перемещениях и слабых усилиях передаются слишком слабые команды (сигналы), на которые привод 7 не может непосредственно реагировать. Для увеличения мощности сигналов применяются специальные устройства, включающие в себя усилительную аппаратуру и аппаратуру управления (блок 9).
Управление построено таким образом, что привод 7 вызывает перемещение инструментальной головки 2 и далее при помощи системы связи 10 — перемещение корпуса копировальной головки. При этом перемещение корпуса копировальной головки происходит всегда в сторону уменьшения рассогласования копировального пальца и режущего инструмента (действие отрицательной обратной связи).
Таким образом, если копировальный палец 3 давлением копира 5, находящегося на столе 8, перемещается вверх или в сторону от своего среднего положения (при обработке поднимающихся участков заготовки 6), то режущий инструмент 4 и корпус копировальной головки поднимутся. Если копировальный палец давлением пружины головки опускается ниже своего среднего положения (при обработке опускающихся участков), то режущий инструмент 4 и корпус копировальной головки также опускаются. При такой системе управления приводом 7 станка и при работе привода 71 копировальный палец будет автоматически следовать по контуру копира.
Возможен и другой вариант, когда приводы 7 и 71 непосредственно перемещают копировальную головку 1 (на рис. 126 это обозначено штриховой линией). В этом случае принцип работы схемы не меняется, но описанная цепь управления становится короче, так как исключается система связи 10.
В копировальных станках со следящим приводом обычно используют жесткую систему связи копировальной головки и режущего инструмента: их монтируют на общем корпусе и в процессе копирования они не имеют относительных перемещений. Этим достигается четкость и простота конструкции при копировании в масштабе 1 : 1.
Однако в некоторых случаях, например при копировании с повышенной точностью мелких изделий и при обработке крупных изделий, применяют масштабное копирование. Для этих работ применяют те же системы связи, что и для станков без следящего привода (пантограф, рычаги и пр.). Но упругость отдельных элементов, зазоры в сочленениях вредно влияют на точность следящей системы. Поэтому иногда для получения масштабного копирования применяют отдельную следящую связь копировальной головки и режущего инструмента дополнительно к основной следящей системе станка.