
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. СТАНКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Станки с программным управлением служат для обработки заготовки по заранее заданной программе, в которой отражены все последовательные этапы технологического процесса изготовления детали. Преимуществом станков с программным управлением перед станками-автоматами является простота переналадки их на изготовление других деталей. Для того чтобы приступить к изготовлению другой детали, нужно лишь заложить новую программу.
Сущность программного метода управления станком заключается в представлении программы работы станка в виде чисел, записи этих чисел в задающем документе, считывании задающего документа, преобразовании чисел в соответствующие электрические сигналы и использовании этих сигналов для управления движением исполнительных органов станка.
Для разработки программы прежде всего решают технологическую подготовку производства, заключающуюся в подборе и проектировании инструмента, установочных и зажимных приспособлений и в составлении технологических карт с подробным перечислением всей последовательности операций и переходов, составляющих автоматический цикл обработки с указанием скоростей резания, величин подач и т. д. Далее выполняют расчет движений исполнительных органов станка, исходя из заданного вида обрабатываемой поверхности, требуемой точности и установленных режимов резания.
Каждое из этих движений обусловливается определенным числом элементарных перемещений — элементарных шагов. Величина элементарного шага зависит от требуемой точности и принимается обычно равной 0,3—0,5 от величины допуска. Заготовка при этом фиксируется в определенной системе координат, связанной со станком.
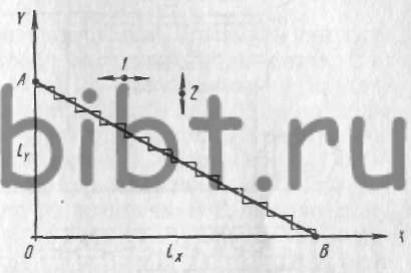
Рис. 127. Схема перемещения инструмента в прямоугольной системе координат
Допустим, инструмент надо переместить из точки А в точку В (рис. 127), т. е. в прямоугольной системе координат по оси Y на расстояние -ly и по оси X на расстояние +lx. Тогда числа элементарных шагов 1 и 2, представляющих эти два движения, получатся из следующих соотношений:

где а — элементарный шаг;
ly— проекция обрабатываемой поверхности на ось Y;
lx — проекция обрабатываемой поверхности на ось X.
Числа, представляющие программу, могут быть представлены при помощи различных кодов.