
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Установку заготовки непосредственно на столе станка. Проверка установки заготовки.
Непосредственно на столе станка устанавливают заготовки, которые из-за больших размеров или сложной формы нельзя закрепить в тисках. Количество устанавливаемых на столе заготовок определяется соотношением размеров заготовок и стола.
Для крепления заготовок на столе применяют болты, прихваты, прижимы, упоры, опоры, распорки.
Перед установкой заготовки на столе стол и пазы тщательно очищают от посторонних предметов и стружки. Особенно чиста должно быть в тех пазах, в которые вводят пригнанные упоры, прижимы и головки болтов. После подготовки стола на нем располагают одну или несколько заготовок. В последнем случае их устанавливают на самом близком расстоянии друг от друга вдоль стола станка.
На каждую устанавливаемую заготовку в пазы стола в зависимости от способа крепления вводят болты, упоры, прижимы. Выбор прижимных приспособлений зависит от размеров и формы заготовки. Заготовки крепят с таким расчетом, чтобы крепежное приспособление не помешало обработке поверхности.
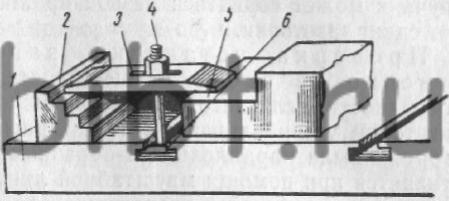
Рис. 27. Закрепление заготовки на столе прихватами:
1 — стол, 2 — опора прихвата, 3 — прихват, 4 — крепежный болт, 5 — заготовка, 6 — Т-образный паз для крепежных болтов
Если на заготовке имеются выступы или впадины, пользуясь которыми можно заготовку прижать к столу, крепление осуществляют прихватами с опорами. На рис. 27 показано такое крепление.
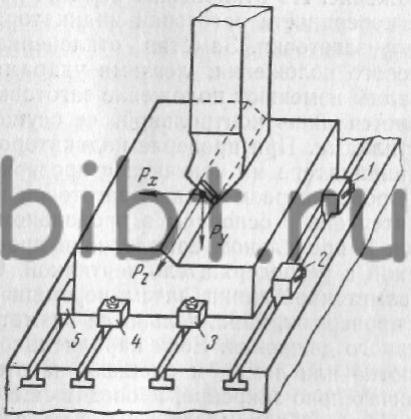
Рис. 28. Установка заготовки на столе: 1,2 — прижимы, 3, 4, 5 — упоры, Рz — сила резания, Рx — сила, сдвигающая заготовку вбок, Рy—сила, прижимающая заготовку к столу
На рис. 28 показано крепление упорами и прижимами заготовки-плиты, у которой выступов или впадин нет. Если плиту обрабатывают и с боков, ее устанавливают на подкладках, и после обработки верхней плоскости, не ослабляя боковое крепление, ее закрепляют прихватами с опорами, используя обработанную поверхность. После вторичного закрепления освобождают боковые крепления и строгают боковые стороны.
При расстановке упоров и прижимов необходимо учитывать величину и направление возникающих в процессе резания сил, стремящихся сдвинуть заготовку. На рис. 28 указано направление сил резания. Величины их зависят в основном от материала обрабатываемой заготовки и сечения срезаемого слоя. Сила Pz, величина которой в отдельных случаях достигает 40 000 кГ, стремится сдвинуть заготовку вперед, по направлению главного движения. Сила Рx, составляющая примерно 0,25 силы Pz, стремится сдвинуть заготовку в сторону обрабатываемой поверхности. Сила Рy прижимает заготовку к столу и на крепление не воздействует.
Учитывая силы, стремящиеся сдвинуть заготовку, нужно располагать упоры следующим образом: боковые упоры со стороны обрабатываемой поверхности при работе левым резцом — слева, при работе правым резцом — справа; прижимы устанавливают с противоположной стороны, т. е. со стороны обработанной поверхности; упоры, поставленные впереди, действуют в направлении, противоположном главному движению. На задней стороне заготовки упоры не ставят, так как при возвращении резца или стола в исходное положение сил, сдвигающих заготовку, не возникает, за исключением инерционных сил, преодолеваемых боковыми зажимами.
Допускать иное расположение боковых упоров и прижимов не следует, так как в противном случае силе, стремящейся сдвинуть заготовку в сторону, будет противостоять не поверхность упора, а сравнительно небольшая поверхность зажимного винта, в результате крепление может ослабнуть, а в отдельных случаях может сорваться резьба прижимных винтов и произойдет сдвиг заготовки.
Проверка установки заготовки непосредственно на столе осуществляется лишь по одной боковой поверхности, если заготовка не размечена. При такой проверке заготовку устанавливают с таким расчетом, чтобы ее боковая сторона была параллельна Т-образному пазу стола; это осуществляется при помощи масштабной линейки, нутромера или чертилки, закрепленной в резцедержателе суппорта станка.
При необходимости проверки с большой точностью по заранее обработанной боковой стороне вместо чертилки в резцедержатель закрепляют индикатор и, подведя его наконечник к боковой поверхности, устанавливают циферблат на нулевое положение. По отклонению стрелки передвигаемого вдоль боковой поверхности заготовки индикатора судят о точности установки заготовки. Заметив отклонение стрелки индикатора от нулевого положения, легкими ударами медной или свинцовой кувалды изменяют положение заготовки. Проверка индикатором является лишь контрольной, ее осуществляют после проверки чертилками. При проверке индикатором нельзя допускать выхода индикатора из контакта с проверяемой плоскостью.
Проверка размеченных заготовок несколько сложнее, производится она в основном в продольном и поперечном направлениях. В продольном направлении проверяют заготовки установленной в резцедержатель чертилкой. Острие чертилки подводят к разметочной линии, затем, перемещая чертилку вдоль заготовки, проверяют, параллельна ли разметочная линия направлению главного движения. Если параллельность нарушена, то ударами молотка или ломиком смещают заготовку в нужную сторону и, окончательно закрепив, проводят еще одну контрольную проверку. При необходимости заготовку сдвигают до тех пор, пока положение ее не будет точным.
Проверка установки заготовки в горизонтальном направлении непосредственно на столе настолько трудоемка, что предпочитают производить обработку основания заготовки перед разметкой. Это избавляет от последующей горизонтальной проверки. Но бывают случаи, когда перед установкой на столе необходимо произвести разметку. Для этого заготовку устанавливают на клиновых подкладках и проверяют рейсмасом или чертилкой, установленной в суппорте. После контрольной проверки заготовку закрепляют. Закрепление заготовки в специальном приспособлении применяют в серийном и массовом производстве при обработке одинаковых по форме и близких по размерам заготовок. Преимуществом специальных приспособлений является то, что обработка установленных заготовок не требует предварительной разметки, а очень часто и контроля размеров готовых деталей.
Установку специального приспособления проверяют с закрепленной в нем первой обрабатываемой заготовкой, а при обработке следующих заготовок проверку не осуществляют.