
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§4. СТРОГАНИЕ ВЕРТИКАЛЬНЫХ ПАРАЛЛЕЛЬНЫХ И СМЕЖНЫХ С НИМИ ГОРИЗОНТАЛЬНЫХ ПЛОСКОСТЕЙ
Поперечно-строгальные станки в основном приспособлены для строгания горизонтальных плоскостей. Строгание вертикальных плоскостей на них осуществляют вертикальной подачей суппорта. При этом салазки суппорта несколько ослабляются, следовательно, снижается и жесткость крепления резца. Величина вертикального перемещения суппорта в различных конструкциях станков колеблется от 70 до 200 мм, следовательно, высота строгания вертикальной плоскости также ограничена. Это обстоятельство является причиной того, что большинство плоскостей строгают в горизонтальном положении. Но встречаются заготовки, у которых необходимо строгать горизонтальные и вертикальные плоскости с одной установки. Такими заготовками являются плиты, пластины и другие детали небольшой высоты.
При строгании вертикальной плоскости заготовки устанавливают так, чтобы резец не задевал стола в конце прохода. Это-достигается установкой обрабатываемой плоскости против паза стола или на подкладках, или в каком-либо другом приспособлении, обеспечивающем свободный выход резца. После установки заготовки и проверки налаживают станок.
Перед началом строгания вертикальной плоскости суппорт ставят в нулевое положение, салазки поднимают вверх до отказа, затем опускают на 5—10 мм вниз, а откидную доску поворачивают до отказа верхним концом в сторону от обрабатываемой поверхности (см. рис. 29, б, в), проверяют плавность перемещения салазок суппорта, устраняя слабину.
Подготовив суппорт, устанавливают резец с необходимым вылетом, затем поднимают поперечину вместе со столом так,, чтобы зазор между резцом и заготовкой был около 5 мм. Такая наладка позволяет строгать вертикальную плоскость с высотой, несколько меньшей, чем длина перемещения верхних салазок суппорта. Вертикальные плоскости строгают проходными или подрезными резцами, первые могут быть прямыми или отогнутыми (рис. 31).
Подрезные резцы применяют для снятия малого припуска на обработку. Из них лучшим является прямой резец с переходной режущей кромкой, он устойчивее отогнутого, а переходная кромка его при соответствующей установке дает возможность производить черновое и чистовое строгание.
Заточку и установку резцов для вертикального строгания нужно сочетать так, чтобы главный угол в плане был не менее 30 и не более 90°.
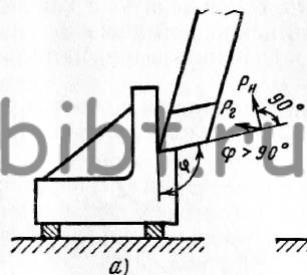
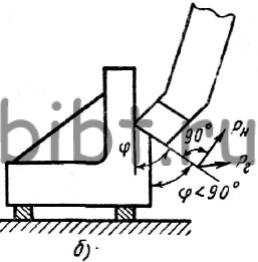
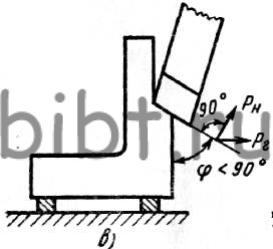
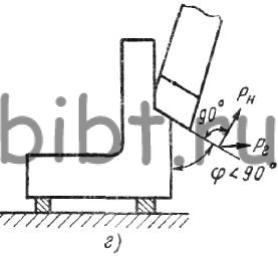
Рис. 31. Строгание вертикальных плоскостей резцами:
а — подрезным, угол φ>90°, б — проходным отогнутым, угол φ<90°, в — проходным прямым, угол φ<90°, г — проходным прямым с плоским переходным режущим лезвием; силы, отжимающие резец в зависимости от угла φ: Рн—нормальная, Pг—горизонтальная
При строгании подрезным резцом с большой глубиной резания (рис. 31, а) главный угол в плане φ будет больше 90° и резец, в этом случае будет отжиматься в сторону обрабатываемой плоскости, которая после обработки может оказаться неровной, невертикальной.
Две параллельные вертикальные плоскости строгают поочередно без перестановки заготовки. В этом случае заготовку устанавливают на подкладках, так как маловероятно, чтобы обе плоскости оказались над пазами.
Строгают правыми или левыми резцами, в зависимости от положения вертикальной плоскости.
Смежные плоскости, расположенные под углом 90°, строгают поочередно в горизонтальном положении с перестановкой заготовки. При обработке этим способом достигается невысокая точность, но он является наиболее производительным и поэтому применяется чаще других.
Менее производительным, но дающим в некоторых случаях большую точность расположения обработанных плоскостей, является способ строгания с одной установки трех сторон: вначале горизонтальной, а потом одной или двух вертикальных. При этом иногда, не нарушая установки, ослабляют, а затем вновь закрепляют заготовку после обработки горизонтальной плоскости, так как опоры и прижимы заменяют упорами и прихватами. В этом случае прижимы освобождают и снимают только после закрепления обработанной горизонтальной плоскости прихватами.
Режимы резания для строгания вертикальных плоскостей выбирают в той же последовательности, что и для строгания горизонтальных плоскостей: глубину резания с учетом припуска на обработку; подачу, из-за малой жесткости салазок суппорта в 1,5—2 раза меньшую, чем для горизонтального строгания; скорость резания по данным справочника Долматовского.
Контролируют простроганные вертикальные и смежные плоскости линейками и угольниками, проверяя перпендикулярность вертикальной плоскости столу, а также перпендикулярность смежных плоскостей.