
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. СТРОГАНИЕ НАКЛОННЫХ И СМЕЖНЫХ С НИМИ ПЛОСКОСТЕЙ
Самое производительное и экономичное строгание, особенно на поперечно-строгальном станке, — это обработка горизонтальных плоскостей, потому что при обработке этим способом достигается наибольшая жесткость системы станок — приспособление — инструмент — заготовка. Поэтому при возможности наклонную плоскость следует обрабатывать, как горизонтальную.
Всякую наклонную плоскость, сопряженную с какой-то другой плоскостью, следует считать наклонной лишь в том случае, если для строгания ее нельзя расположить в горизонтальном положении.
Обычно наклонные плоскости у заготовок являются смежными с вертикальными и горизонтальными плоскостями.
На рис. 32 показан ромбовидный клин, любую плоскость которого можно рассматривать как наклонную, но в то же время клин можно установить на станке так, что любая из них (одна) окажется в горизонтальном положении. Такой способ установки осуществляют подбором подкладок под опорные поверхности.

Рис. 32. Ромбовидный клин
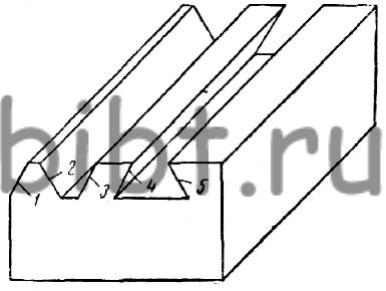
Рис. 33. Деталь с наклонными 1, 2, 3, 4, 5 — плоскостями
Но установка многих заготовок для строгания горизонтальной плоскости неудобна или экономически невыгодна. Только такие плоскости следует рассматривать как наклонные и обрабатывать их в наклонном положении.
При обработке заготовки с наклонными плоскостями (рис. 33) в первую очередь обрабатывают основные шесть плоскостей, взаимное расположение которых перпендикулярно, затем приступают к обработке наклонных плоскостей, которую ведут в такой последовательности: устанавливают заготовку и выверяют по плоскостям, смежным с наклонной плоскостью, которые являются базой (основанием) для проверки наклона строгаемой плоскости; поворачивают суппорт на указанное в чертеже число градусов, ведя отсчет по шкале поворотного круга; устанавливают галтельный резец и выстрагивают выемки для получения наклонных плоскостей 1—5; дальнейшим строганием этим же резцом строгают наклонную плоскость 1 и, выверив ее по основной, смежной с ней, устанавливают, точно ли повернут суппорт на заданный угол; устанавливая последовательно подрезные резцы правый и левый, прострагивают плоскости (скосы) 3 и 4; поворачивают суппорт на 90°, отводят откидную доску в крайнее положение в обратную сторону и начинают строгать плоскости 2 и 5.
Подготовку к обработке и обработку наклонных плоскостей, 1—5 ведут следующими резцами: черновым и чистовым, проходными строгают шесть основных плоскостей заготовки — призмы; галтельным выстрагивают выемки и строгают наклонную плоскость 1; подрезным левым строгают начисто наклонные плоскости 2 и 4, сопрягаемые с горизонтальными плоскостями под тупым и острым углами; подрезным правым строгают начисто наклонные плоскости 3 и 5 и параллельные плоскости 2 и 4, сопряженные с горизонтальными плоскостями.
Режимы резания для строгания наклонных плоскостей выбирают так же, как и для строгания вертикальных плоскостей.
Наклон обработанной плоскости проверяют шаблоном или угломером. При обработке призмы (см. рис. 33) установку суппорта для строгания наклонных плоскостей проще проверять на плоскости, образующей со смежной плоскостью тупой угол, т. е. на плоскостях 2 и 3.