
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. СТРОГАНИЕ ПАЗОВ, КАНАВОК И ОТРЕЗАНИЕ
Порядок подготовки для строгания пазов, канавок и отрезания тот же, что и для рассмотренных видов обработки: установка заготовки и резца, выбор режимов резания.
Как правило, пазы и канавки параллельны какой-то поверхности детали (например, плоскости или образующей цилиндра) и имеют одинаковую глубину по всей длине. От этой поверхности и начинают строгать. Пазы с переменной глубиной встречаются редко.
Размеченную заготовку устанавливают так, чтобы резец (или чертилка), закрепленный в суппорте, при перемещении ползуна совпадал с линией разметки. Неразмеченную заготовку устанавливают и проверяют по обработанной поверхности, от которой ведут отсчет размеров.
Для строгания прямоугольных пазов используют прорезные резцы с шириной режущего лезвия, соответствующей ширине паза. Резец устанавливают так, чтобы режущее лезвие его было строго горизонтально. Установку проверяют на свет между режущим лезвием резца и шлифованной пластинкой, положенной на обработанную горизонтальную плоскость. Если просвета нет, резец установлен правильно.
При строгании пазов, канавок и отрезании, т. е. при всех видах работы отрезными или прорезными резцами, глубиной резания будет ширина режущего лезвия резца (рис. 34). Вертикальная подача осуществляется суппортом с ослабленными до некоторой степени салазками, этим объясняется малая величина подач, рекомендуемых для строгания пазов и отрезания (см, табл. 15).
Выбрав подачу и скорость резания, настраивают станок и приступают к строганию.
Для строгания глухих пазов, у которых нет выхода для резца в конце хода, необходимо в крайних точках намеченного паза просверлить глухое отверстие диаметром больше ширины паза и глубиной, равной его глубине. Это отверстие и будет служить пространством для перебега резца в конце хода. Длина хода ползуна и перебег в конце рабочего хода устанавливают одновременно так, чтобы резец не врезался в стенки отверстия.
Операция отрезания-разрезания на части на строгальных станках связана с опасностью и производится в исключительных случаях.
Опасность возникает главным образом в конце прохода, когда отрезание кончается и заготовка готова разделиться на части. Отделяемая часть может быть захвачена резцом и сброшена со станка. Часто в этот момент ослабляется крепление, тогда резец может захватить закрепленную часть и поломка резца, а иногда и станка неминуема.
Для того чтобы отрезание было выполнено без брака, без поломки станка и травмирования находящихся у станка рабочих, необходимо: заготовку крепить с таким расчетом, чтобы обе части ее после отрезания держались в одинаковой степени жестко и не сдвинулись; в конце прохода, когда толщина неразрезанной части приближается к 2 мм, выключить механическую подачу и осуществлять ее вручную один раз за два двойных хода на небольшую величину; обязательно в конце прохода при переходе на ручную подачу увеличить жесткость крепления подтягиванием гаек; в случае отрезания от заготовки части, не закрепленной по каким-либо причинам, разрезание прекратить с недорезанной частью толщиной 1—2 мм и после снятия разломить.
При установке резца для строгания пазов, канавок или отрезания должны быть с высокой точностью выдержаны одинаковые вспомогательные углы φ1 и φ1'. Углы проверяют угольником (см. рис. 34).
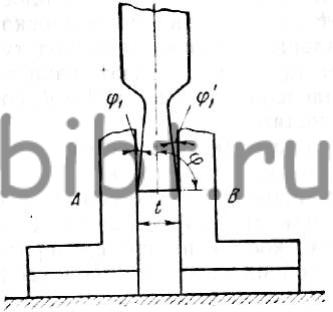
Рис. 34. Проверка установки отрезного-прорезного резца: положения угольника: А — первое, В — второе
Режимы резания для строгания пазов, канавок и отрезания приведены в табл. 15 и в справочнике Долматовского.