
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>ГЛАВА ПЯТАЯ
СТРОГАНИЕ ПЛОСКОСТЕЙ, ПАЗОВ, КАНАВОК И ОТРЕЗАНИЕ НА ПРОДОЛЬНО-СТРОГАЛЬНОМ СТАНКЕ
§ 1. СТРОГАНИЕ ГОРИЗОНТАЛЬНЫХ ПЛОСКОСТЕЙ. Черновое строгание. Строгание параллельных горизонтальных плоскостей
На продольно-строгальных станках обрабатывают как горизонтальные, так и вертикальные плоскости. Все суппорты продольно-строгального станка имеют одинаковую жесткость крепления. Расположенные на траверсе верхние суппорты, предназначенные для строгания горизонтальных плоскостей, снабжены механизмами, позволяющими осуществлять подачу в вертикальном и наклонном направлениях. Расположенные на стойках станка боковые суппорты, предназначенные для строгания вертикальных плоскостей, могут быть налажены также на строгание горизонтальных и наклонных плоскостей.
При строгании горизонтальных плоскостей на продольно-строгальном станке выполняют следующие виды работ: строгание горизонтальной плоскости только с одной стороны, работа выполняется верхними суппортами с одной установки; строгание параллельных горизонтальных плоскостей, работа выполняется верхними суппортами с двух установок; строгание вертикальных плоскостей боковым суппортом.
Строгание горизонтальных плоскостей только с одной стороны заготовки осуществляется с установкой заготовки на столе. Если у заготовки обрабатывается только одна сторона, а вторая остается необработанной, а также, если строгается первая плоскость, которая будет служить установочной базой для дальнейшей обработки, то строгание обычно ведут с небольшой точностью, как правило, без разметки. Обработка таких плоскостей ограничивается черновым или получистовым строганием. Установка с невысокой точностью осуществляется такой ориентацией заготовки, чтобы боковые поверхности ее были параллельны направлению главного движения. Этого достигают расположением боковых поверхностей на одинаковом расстоянии от паза стола. Число одновременно устанавливаемых таким способом заготовок зависит от размеров их и стола. При групповой установке заготовки располагают по длине стола возможно ближе одна к другой.
Заготовки размечают после обработки одной стороны, в дальнейшем являющейся базой-поверхностью, которая используется для установки и измерения при обработке. Одновременная установка размеченных заготовок и ее проверка отнимают много времени. Заготовки, размеченные до обработки одной стороны, которая будет в дальнейшем установочной базой, обрабатывают по одной штуке, независимо от их размеров. Их устанавливают по разметочным рискам, которые ориентируют параллельно направлению главного движения и плоскости стола.
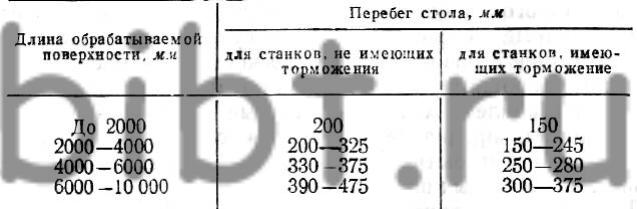
Длину хода стола устанавливают с учетом длины обрабатываемых поверхностей плюс перебег стола в начале и в конце рабочего хода. Величины перебега стола в зависимости от длины обрабатываемой поверхности приведены в табл. 17.
Таблица 17 Перебег стола при работе на продольно-строгальных станках
Суппорт устанавливают в нулевое положение, откидную доску — в среднее.
Опуская, траверсу (поперечину) сближают с заготовкой на сколько позволяет конфигурация заготовки, при этом суппорт отводят в крайнее верхнее положение.
Резцы устанавливают с наименьшим вылетом. Если заготовка не имеет выступов и вылет резца можно довести до величины, равной высоте стержня резца, то преимущество изогнутого резца утрачивается, используют прямой резец.
Черновое строгание плоскостей позволяет строгальщику использовать полностью мощность станка и работать с наибольшей производительностью. Обычно припуск на черновую обработку срезается за один проход при большей подаче. Если припуск оказывается большим и не захватывается одним резцом, его снимают за два прохода или устанавливают в резцедержатель два резца (рис. 35).
Иногда черновое строгание необходимо выполнить с возможно большей чистотой поверхности. Для этого используют резцы с переходной режущей кромкой, заточенной в виде фаски, или закругленной. При черновом строгании ими получают поверхность 3—4-го классов чистоты, а при использовании обычных резцов — поверхность 1—3-го классов чистоты.
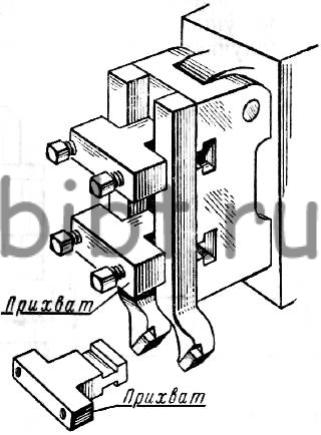
Рис. 35. Двухрезцовый резцедержатель
Строгание параллельных горизонтальных плоскостей ведут с двух установок. У большинства заготовок высокая точность и чистота требуются лишь от одной поверхности, вторая — ей параллельная — обычно служит базой при строгании. Реже встречаются заготовки, у которых кроме параллельности сторон требуется их высокая точность и чистота обработки.
Заготовку с обработанной стороной для чернового строгания устанавливают без выверки, так как ее размещают на столе простроганной стороной. Если на столе имеются забоины, мешающие установке заготовки по обработанной плоскости, испорченную часть стола зачищают широким чистовым резцом (с разрешения мастера), на зачищенной поверхности стола располагают пластины, на которые устанавливают заготовку.
Черновое строгание производится так же, как и первой плоскости, с той лишь разницей, что при черновом строгании второй параллельной плоскости требуется особое внимание к размерам, полученным после чернового строгания. За черновым строганием могут следовать: получистовое и чистовое строгание без снятия заготовки со станка; чистовое или тонкое (отделочное) строгание с предварительным снятием заготовки со станка с целью подвергнуть старению * или другим видам обработки.
* Старение — процесс, предназначенный для завершения освобождения литой чугунной заготовки от внутренних напряжений, стабилизации формы поверхностей заготовки. Естественное старение является длительным процессом. Искусственное старение представляет собой один из видов термообработки, значительно сокращающий период старения.
При черновом строгании нужно знать дальнейшую технологию обработки заготовки и исходя из этого оставить необходимые для дальнейшей обработки припуски.
При черновом строгании параллельность сторон достигается лишь с невысокой точностью. Повышенная точность достигается чистовым и тонким (отделочным) строганием.