
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. СТРОГАНИЕ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ
Сопряженные поверхности, образующие профиль заготовки, состоят из горизонтальных, вертикальных плоскостей и криволинейных поверхностей. На рис. 44 показаны контуры двух деталей с сопряженными поверхностями. Одна из них — салазки (рис. 44, а) состоит только из горизонтальных, вертикальных и наклонных плоскостей. Другая — захват (рис. 44, б) состоит из горизонтальных, вертикальных, наклонных плоскостей и криволинейных поверхностей.
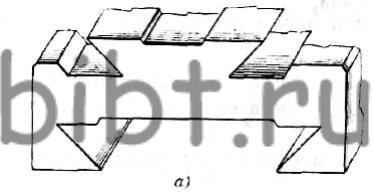
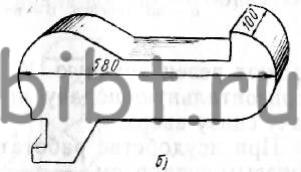
Рис. 44. Контуры деталей со следующими сопряженными поверхностями: а — плоскостями, б — прямолинейными и криволинейными
У заготовок как первой, так и второй деталей в первую очередь обрабатывают горизонтальные и вертикальные плоскости одновременно тремя или четырьмя суппортами станка. Затем выстрагивают выемки или канавки и в последнюю очередь обрабатывают наклонные плоскости и криволинейные поверхности. Заготовки как одной, так и другой деталей могут обрабатываться на продольно-строгальном станке партиями, количество заготовок которых определяется размерами стола и заготовок.
Если у заготовок не сняты внутренние напряжения (литье, сложные поковки), то черновое строгание всех плоскостей должно предшествовать чистовой обработке.
При групповой обработке необходимо в первую очередь обработать поверхность, которая в дальнейшем будет являться базой для установки и измерений. Это особенно важно для заготовок, подлежащих разметке. При обработанной установочной базе размечать все заготовки нет необходимости, они могут быть установлены по одной размеченной, которая будет первой. Все следующие будут обработаны с такой же точностью размеров, как и первая.
На рис. 45 показана схема обработки сложной с сопряженными поверхностями детали «захват».
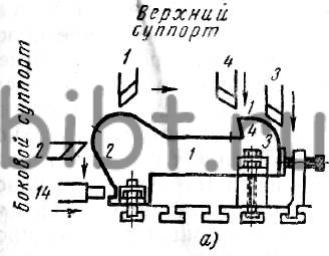
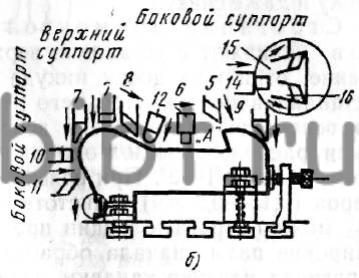
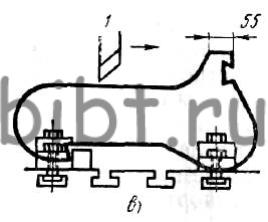
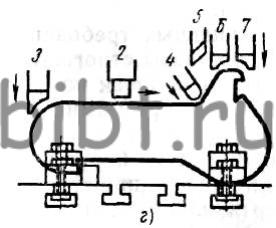
Рис. 45. Схема обработки захвата гидропресса: а, в — черновое строгание, б, г — чистовое строгание
Одновременно обрабатывают по 25 заготовок верхними и боковыми суппортами. Размечают одну первую. Черновое строгание при этом ведут с полным использованием мощности станка. Окончательно обработку осуществляют фасонными резцами, позволяющими получить чистую поверхность сложного контура.