
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. СТРОГАНИЕ ПАЗОВ, ШПОНОЧНЫХ КАНАВОК И ОТРЕЗАНИЕ
Обычно пазы строгают совместно с горизонтальными или вертикальными плоскостями, являющимися основными поверхностями для установки заготовки и проверки точности обработки.
Исключение составляют отлитые заготовки с широкими пазам» или замки подшипников, в которых поверхности пазов размечаются и являются базовыми (основными поверхностям). Порядок установки таких заготовок описан ниже.
Пазы в зависимости от их расположения обрабатывают верхними или боковыми суппортами. Однако нужно всегда стремиться устанавливать заготовку так, чтобы обработку вести преимущественно верхними суппортами, так как это удобнее. На нередко приходится обрабатывать пазы, расположенные сверху, сбоку и даже снизу.
Строгание прямоугольных и Т-образных пазов начинают с установки верхних суппортов в нулевое положение, откидную доску никуда не сдвигают. Прорезной резец устанавливают так, чтобы его режущая кромка была параллельна основанию паза, а его вспомогательные режущие кромки были расположены под одинаковым углом к боковым поверхностям, равным 1—2°. При невысоких требованиях к точности размеров (0,15—0,2 мм) и чистоте поверхности (не выше 3-го класса) можно строгать в один проход резцами шириной до 15 мм. Широкие пазы сначала обрабатывают прорезным резцом, прострагивая начерно канавки, затем расширяют их до требуемых размеров паза.
При повышенных требованиях к чистоте поверхности и точности размеров пазы строгают сначала прорезными резцами начерно, оставляя припуск на чистовое строгание, которое выполняют подрезными резцами, установленными так, чтобы режущая кромка была строго перпендикулярна к горизонтальной плоскости. Для этого берутся правый и левый подрезные резцы. Направление подачи при строгании прорезным и подрезными резцами — вертикальное для верхних суппортов и горизонтальное для боковых.
Режимы резания. Глубиной резания при строганий прорезным резцом является ширина режущей кромки, подачу и скорость резания выбирают по табл. 15 и справочнику Долматовского.
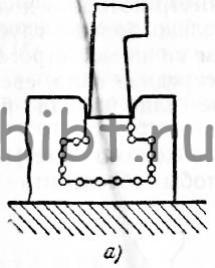
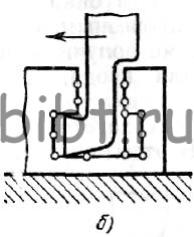
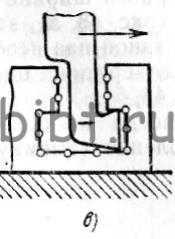
Рис. 46. Схема обработки Т-образных пазов:
а — строгание канавки прорезным резцом, строгание уширенной части паза: б — слева, в — справа
Строгание Т-образных пазов выполняют верхними и боковыми суппортами. Обработку ведут в три приема: вначале прорезают канавку прорезным резцом (рис. 46, а), ширина которой равна ширине обрабатываемого паза по верху, при вертикальной подаче до полной глубины паза. Затем отогнутым влево-прорезным резцом (рис. 46, б) при горизонтальной подаче справа налево выстрагивают уширенную часть паза. После этого другим резцом, отогнутым вправо, при горизонтальной подаче слева направо также выстрагивают уширенную часть паза (рис. 46, в). Фаски 2X45° на острых углах сверху паза выполняют нормальным двусторонним проходным резцом.
Строгание паза типа «ласточкин хвост» осуществляют также в три приема. Сначала прорезным резцом выстрагивают канавку до нижней плоскости (рис. 47, а). Затем суппорот поворачивают, а поворотную доску устанавливают в положение, соответствующее строганию двухгранного угла с левой стороны (рис. 47, б), и строгают до получения левой наклонной плоскости паза при подаче сверху вниз.
После этого изменяют установку суппорта на строгание двухгранного угла с правой стороны (рис. 47, в) и за несколько проходов так же получают правую наклонную плоскость паза.
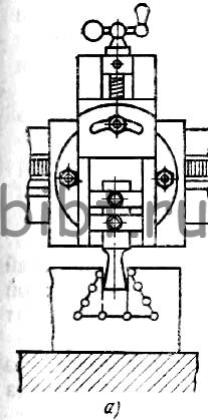
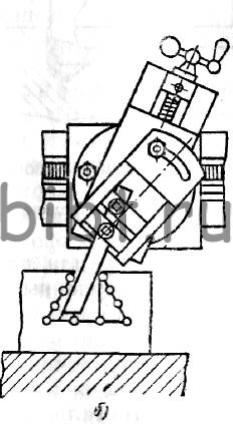
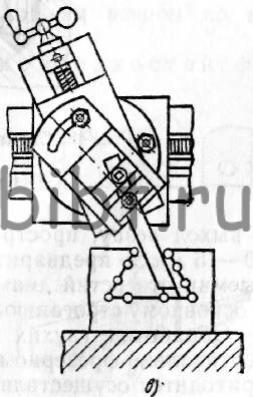
Рис. 47. Схема обработки паза типа «ласточкин хвост»:
а — строгание канавки прорезным резцом; получение строганием наклонных плоскостей: б — левой, в — правой
Фаски выполняют проходным резцом. При обработке паза типа «ласточкин хвост» используют резцы: прорезной, правый подрезной, левый подрезной и двусторонний проходной.
Строгание пазов без свободного входа и выхода резца. Такие пазы обычно встречаются на валах. Работу ведут в такой последовательности. В том месте, где должен заканчиваться паз, сверлят отверстие, диаметр которого должен быть равен ширине паза, а глубина несколько больше глубины паза (рис. 48, а), затем прорезным резцом начинают строгание. Если такой паз необходимо получить на середине вала, сверлят два отверстия: одно для ввода, другое для вывода резца (рис.48, б).
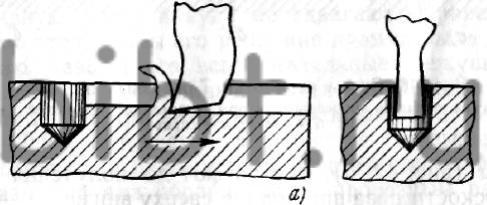
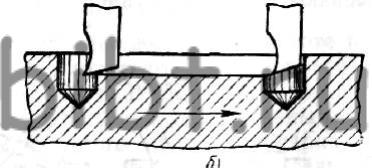
Рис. 48. Схема строгания паза без свободного выхода резца:
а — на конце вала, б —на середине вала
Иногда на поверхности заготовки необходимо выстрогать углубление (выемку). В этом случае, чтобы обеспечить вход и выход резцу, прострагивают одну или две канавки шириной 10—15 мм до предварительно просверленных в углах намеченной выемки отверстий диаметром 10—15 мм, после чего приступают к основному строганию.
Обработка глухих пазов и углублений легко выполнима на вертикально-фрезерном станке торцовой фрезой, однако иногда приходится осуществлять ее на строгальных станках.
Отрезание — разделение заготовки на части. На продольно-строгальном станке разрезают вдоль главным образом плиты. Разрезание на строгальных станках — сложная операция, особенно на продольно-строгальном, обладающем большой мощностью. При отрезании на нем, как и при отрезании на поперечно-строгальном станке, очень важно следить, чтобы не ослабло крепление заготовки, особенно при разрезании плит из алюминиевых и медных сплавов, в процессе обработки которых крепление часто ослабевает. Должны быть закреплены обе части разрезаемой плиты и обязательно перед каждой из них поставлен упор.
Установку заготовки проверяют. Если заготовка установлена правильно, то намеченная линия разреза должна совпадать с проходящим над ней резцом.
Оба вспомогательных угла резца φ1 и φ1' (см. рис. 34) должны быть одинаковы и составлять по 1,5—2°. Резец должен быть закреплен достаточно жестко, так как в противном случае он будет отжат в сторону и возможна его поломка. Контроль после отрезки осуществляют линейкой.