
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА ШЕСТАЯ
СТРОГАНИЕ ПОВЕРХНОСТЕЙ СЛОЖНЫХ ОЧЕРТАНИЙ И СПЕЦИАЛЬНЫЕ ВИДЫ СТРОГАЛЬНЫХ РАБОТ
§ 1. СТРОГАНИЕ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ
Криволинейные поверхности можно обработать: фасонным резцом; проходным резцом с одновременным перемещением в двух направлениях (сложное движение); проходным резцом по копиру.
Строгание криволинейных поверхностей фасонным резцом (рис. 49, а, б) выполняют таким резцом, у которого главное режущее лезвие заточено и доведено точно в соответствии с требуемым профилем детали (см. рис. 49, б). При этом подачу резца на поверхность заготовки осуществляют так, чтобы все режущее лезвие срезало тонкий слой металла с заготовки. В зависимости от положения заготовки и резца подача может быть горизонтальной, вертикальной или одновременно той и другой.
Фасонным резцом можно обрабатывать только часть поверхности, равную ширине режущей кромки — до 50 мм (см. рис.45). Если криволинейная поверхность больше, то ее обрабатывают несколькими резцами, при этом последующий резец является дополнением предыдущего.
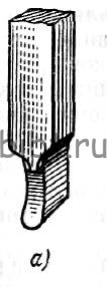

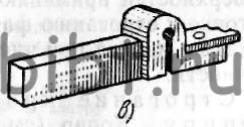
Рис. 49. Фасонные резцы и крепежное приспособление:
а — галтельный, б — закрепляемые в державке, в — державка для резцов
Так как ширина режущей кромки фасонного резца; небольшая, первым фасонным резцом обрабатывают первый участок поверхности, вторым резцом — второй участок и т. д. Режущие кромки последовательно устанавливаемых резцов имеют очертания, соответствующие участку криволинейной поверхности детали.
Деталью с криволинейными поверхностями является, например, захват (см. рис. 45), полную обработку которого выполняют на продольно-строгальном станке. Фасонный резец должен придать окончательную, точную и чистую поверхность обрабатываемой заготовке. На чистовую обработку фасонным резцом оставляют очень маленький припуск. Хорошие результаты получаются при работе резцами типа пластинок, вставляемых в пружинную оправку (рис. 49, в). Такими пластинками удобно работать, а изготовление их несложно.
Строгание криволинейных поверхностей резцом, совершающим сложное движение. Самым простым осуществлением подачи одновременно в двух направлениях является включение в начале строгания горизонтальной и вертикальной подач. В этом случае резец будет перемещаться не параллельно столу, а по наклонной, выстрагивая при этом наклонную плоскость, находящуюся под некоторым углом к плоскости стола. Если подачи горизонтальная и вертикальная равны, то угол наклона будет 45°.
Если горизонтальная подача будет постоянной, а вертикальная изменяться по направлению (вниз и вверх), то в процессе обработки получится криволинейная поверхность, копирующая движения резца в вертикальном направлении (рис. 50).
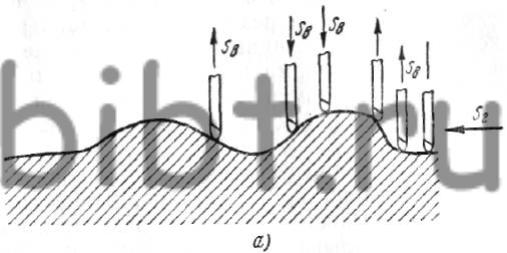
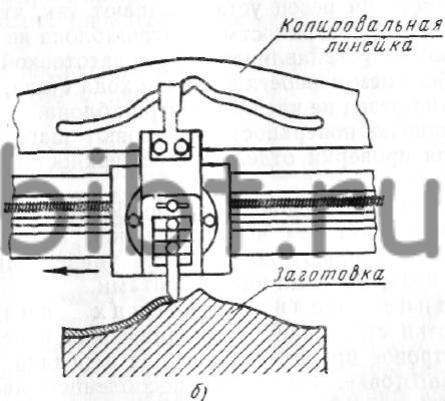
Рис. 50. Строгание криволинейной поверхности при одновременных горизонтальной и вертикальной подачах: а — при ручной вертикальной подаче: sв — вертикальная подача, sг — горизонтальная подача; б — по копиру
Направление и величину вертикальной подачи изменяют вручную или при помощи копировальных устройств.
Строгание криволинейных поверхностей с ручной подачей трудоемко и требует большого навыка, и все-таки высокая точность обработки не достигается. Ручную подачу криволинейных поверхностей применяют при черновой обработке, т. е. при подготовке к строганию фасонным резцом или строганию по копиру, а также иногда при чистовом строгании поверхностей невысокой точности.
Строгание криволинейных поверхностей по копиру. Копир (см. рис. 50) представляет собой стальную закаленную линейку с криволинейным сквозным вырезом, длина которого равна обрабатываемой криволинейной поверхности. Кривизна линии выреза точно соответствует кривизне заданной поверхности детали.
В вырез копира вставляется стальной закаленный ролик, ось которого жестко закреплена на тяге; последняя в свою очередь наглухо крепится болтами к салазкам вертикальной подачи суппорта. Винт вертикальной подачи суппорта удаляют, и вертикальное перемещение суппорта осуществляется тягой, копирующей кривизну выреза линейки в процессе перемещения суппорта в горизонтальном направлении. Копировальное приспособление крепят по-разному в зависимости от его размеров и конструкции станка.
Копиры изготовляют для строгания различного вида кривых поверхностей. Обработка таких поверхностей копира трудоемка.
Во избежание быстрого износа копира черновую обработку ведут по разметке (без копира) или же по копиру, предназначенному для черновой оработки. При строгании по копиру глубина резания и подача должны быть небольшими.