
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. СТРОГАНИЕ РИФЛЕНИЙ И ЗУБЬЕВ КОЛЕС
Рифленую поверхность (рис. 51), как правило, получают строганием на поперечно-строгальных станках резцами с остро заточенной вершиной. Угол при вершине ε указывается на чертеже. Каждую канавку прорезают обычно за один ход резца, следовательно, шаг рифлений будет равен подаче, которую можно осуществить па данном станке. В случае, когда шаг рифлений задается с высокой точностью и автоматической подачей осуществить его нельзя, применяют ручную подачу с установкой по лимбу при самых малых числах двойных ходов ползуна.
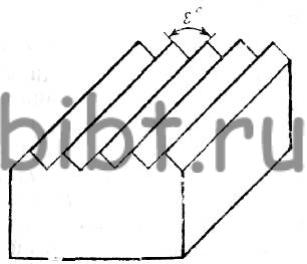
Рис. 51. Рифленая поверхность
Рукоятку до последнего деления обычно доводят очень легким ударом руки.
Изготовление зубчатых реек строганием сопряжено с большими трудностями, так как точность шага рейки и обработки профиля высокая. Рейки обычно изготовляют фрезерованием на специальных станках. Точность обработки на горизонтально-фрезерных станках ниже, чем на специальных, а на строгальных при малой их производительности — еще ниже. Но иногда зубчатую рейку изготовляют строганием на поперечно-строгальном станке.
Обработку ведут в два приема: сначала начерно выстрагивают прямоугольные канавки, а потом фасонным резцом соответствующего профиля выстрагивают начисто. Заготовка зубчатой рейки представляет собой предварительно обработанный брус прямоугольного профиля. Устанавливают заготовку так, чтобы направление впадины было параллельно движению резца, для чего на заготовке намечают несколько рисок, соответствующих направлению зуба (они могут быть прямые и косые). Двигающейся закрепленной в суппорте чертилкой проверяют параллельность рисок направлению главного движения. Суппорт устанавливают на 0°, а откидную доску — в среднее положение. Прорезной резец, ширина режущей кромки которого меньше впадины зуба на 0,15—0,2 мм, устанавливают строго вертикально и прострагивают одну за другой канавки с расстоянием между ними, равным шагу рейки, и глубиной, равной высоте зуба плюс 0,02 мм.
После прострагивания канавок по всей длине устанавливают фасонный резец и прострагивают бока впадин вертикальным перемещением резца.
Перемещение заготовки со столом для строгания очередной впадины осуществляют поворотом рукоятки винта на нужное число делений лимба. Более точное перемещение производится специальным делительным устройством, но изготовлять его целесообразно при обработке партии реек, а в этом случае на строгальных станках изготовлять рейки не рекомендуется, их передают на заводы, имеющие специальные рейконарезные станки.
Изготовление зубчатых колес строганием возможно на строгальном станке, если нет зубообрабатывающего станка, предназначенного для этой цели, а также горизонтально-фрезерного станка, более удобного для обработки зубчатых колес.
При строгании заготовок зубчатых колес деление окружности производят при помощи делительной головки. Строгание выполняют в два приема: вначале прорезным резцом прострагивают прямоугольные канавки по всей окружности, затем строгают по очереди стороны впадины зуба правым и левым подрезными резцами и лишь после этого устанавливают специальный фасонный резец, соответствующий профилю впадины между зубьями колеса и при очень малых подачах на малой скорости прострагивают впадины по всей окружности. Так как обработка зубьев на строгальных станках — операция сложная и трудоемкая, эти станки для изготовления зубчатых колес применяют редко.