
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. СТОЙКОСТЬ РЕЗЦОВ И ВЛИЯЮЩИЕ НА НЕЕ ФАКТОРЫ
Стойкостью резца называют время работы его между переточками.
Затупление режущих лезвий резца происходит в результате пластической деформации инструментального материала, выкрашивания, износа трением.
Затупление вследствие пластической деформации материала резца может произойти при сильном нагреве режущей кромки, недопустимом для резцов, изготовленных из материалов, теряющих режущие способности при сравнительно невысоких температурах (инструментальные углеродистые и легированные стали).
Затупление вследствие выкрашивания наблюдается у резцов, оснащенных твердосплавными пластинками. Обычно выкрашивание мелких частиц режущей кромки происходит при нарушении правил заточки резцов с твердосплавными пластинками.
Выкрашивание большими кусками, происходящее вследствие хрупкости твердых сплавов, неправильного выбора марки твердого сплава и пр., не считается затуплением резца, а представляет собой разновидность поломки его.
Износ трением является затуплением высококачественного резца, изготовленного и заточенного по правильной технологии и работающего на нормальных режимах резания. Он выражается истиранием поверхностей, образующих режущую кромку. При этом на задней поверхности образуется фаска вдоль главной режущей кромки, а на передней — лунка, несколько удаленная от режущей кромки.

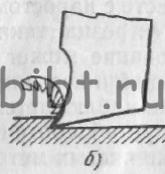

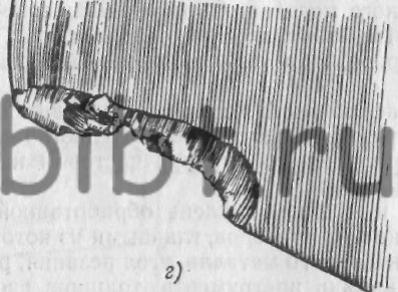
Рис. 115. Износ и полное разрушение режущего лезвия резца: износ: а — по задней поверхности, б — по передней поверхности, в — по передней и задней поверхностям; г — полное разрушение режущего лезвия (увеличено)
Типичные виды износа поверхностей резца показаны на рис. 115. В зависимости от условий резания по-разному изнашиваются поверхности, образующие режущую часть резца. При работе на малых скоростях или с незначительной глубиной резания (чистовая обработка) изнашивается только задняя поверхность (рис. 115, а).
Одновременный износ задней и передней поверхностей происходит при работе на средних скоростях резания. В этих случаях резец становится непригодным, как только изношенные части передней и задней поверхностей соединяются (рис. 115, в). Износ только передней поверхности (рис. 115, б) происходит при работе на высоких скоростях резания.
Нагрев режущей части резца ускоряет его износ. С повышением температуры нагрева растет интенсивность износа, главным образом передней поверхности резца. При температурах, близких к температуре отпуска резца, режущая часть его быстро приходит в негодность (разрушается) (рис. 115, г). Восстановление такого резца — дело трудоемкое, так как необходимо снять значительный слой металла с поверхности резца при его заточке. Кроме того, расходуется (стачивается) дорогостоящий материал, из которого изготовлен резец.