
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Центробежное уплотнение песчано-смоляной смеси. Влияние уплотнения смеси на скорость отверждения формы или стержня.
Центробежное уплотнение песчано-смоляной смеси влияет не только на прочностную характеристику стержней, но и на характер теплообмена между нагретой модельной оснасткой и смесью. С ростом плотности песчано-смоляной смеси увеличивается ее коэффициент теплопроводности (табл. 40), а это в свою очередь способствует увеличению скорости отверждения термореактивного связующего и повышению производительности оборудования.
40. Зависимость коэффициента теплопроводности смеси от величины плотности стержня
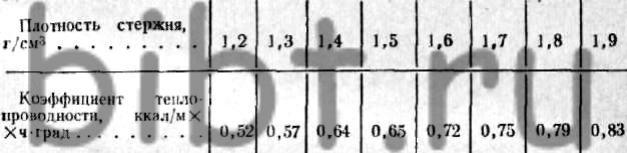

Рис. 98. Влияние уплотнения смеси на скорость отверждения формы или стержня
Данные рис. 98 показывают, что с увеличением плотности смеси от 1,2 до 1,9 г/см3 скорость отверждения формы или стержня 10 мм толщины при температуре 240° С увеличивается более чем в два раза. Одновременно с этим за счет более плотной упаковки зерен кварцевого песка улучшается чистота поверхности отливки, выполненной формой или стержнем. При бункерном и пескодувно-пескострельном способах изготовления оболочковых форм и стержней применяют дополнительные мероприятия, направленные на улучшение их качества: вибрация оснастки при формировании формы или стержня, диафрагменное уплотнение смеси, прессование смеси холодной или горячей половинкой модельной оснастки. Уплотнение песчано-смоляной смеси в период бункерного формирования оболочковых форм и стержней положительно сказывается на уменьшении брака их по рыхлоте и на увеличении скорости формирования формы и стержня.
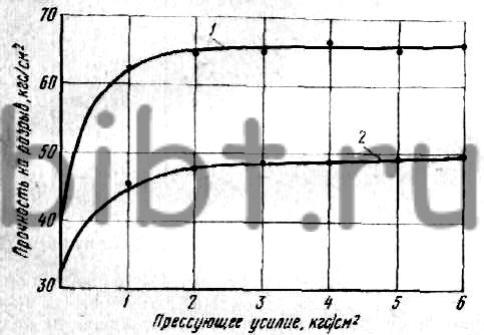
Рис. 99. Зависимость прочностных свойств песчано-смоляной смеси от усилия прессования при формировании стержня или формы
Кроме того, прессование (рис. 99) резко повышает-прочность на разрыв плакированной 1 и неплакированной 2 смеси. Значительный прирост прочности достигается при повышении давления до 2 кгс/см2 (у плакированной смеси на 85%, а у неплакированной— на 17%); дальнейшее повышение давления увеличивает прочность незначительно. Для практических целей целесообразно применять прессующие усилия в пределах 2 кгс/см2. В табл. 41 приводятся данные по скорости формирования и прочности оболочковых форм и стержней, полученных при различных способах формирования.
Данные табл. 41 показывают, что наибольшая скорость формирования и прочность формы или стержня достигаются при прессовании горячей плитой. Последний метод с успехом применяют при изготовлении форм применительно к стопочной заливке.
41. Влияние способа формирования форм и стержней на их металлические свойства
| Способ формирования | Удельная прочность на изгиб, кг с/см2 | Скорость формирования, мм/с |
Свободная насыпка |
11,1 | 0,3 |
Свободная насыпка с вибрацией в течение 5 с . |
12,7 | 0,35 |
Свободная насыпка с диафрагменным уплотнением, давление 5 ат |
14,4 | 1.1 |
Надув со сбросом избытка смеси, давление при надуве 5 ат |
12,0 | 0,3 |
Надув с применением контрплиты, давление при надуве 5 ат |
12,0 | |
Свободная насыпка смеси с последующим прессованием холодной плитой; давление 5 ат |
16,1 | 1,1 |
Свободная насыпка смеси с последующим прессованием горячей плитой; давление 5 ат |
17,2 | 1,5 |