
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 31. Основные сведения о литейной оснастке.
Изготовление литейных форм из формовочной смеси производится по моделям, при помощи которых получают внутренние полости в формах. Стержни, которые применяют для выполнения отверстий и полостей в литой детали, изготовляют в стержневых ящиках. Чтобы предотвратить разрушение форм при транспортировке и заливке, их изготовляют в специальных металлических ящиках (без дна и крышки), называемых опоками.
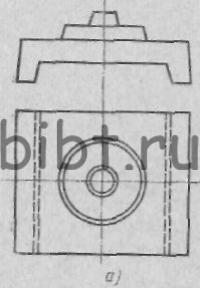
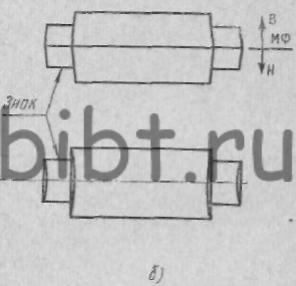
Рис. 27. Модели: а — неразъемная, б — разъемная
Для изготовления несложных по форме отливок используют неразъемные модели (рис. 27, а), а для более сложных отливок применяют разъемные модели (рис. 27, б).
Рабочая поверхность моделей и стержневых ящиков должна, быть гладкой и чистой. Это необходимо для того, чтобы отпечаток модели в форме получился четкий.
Материалом для изготовления модельной оснастки служат древесина, металлы, пластмассы, гипс, цемент. Материал выбирают в зависимости от характера производства и сложности детали.
Модельную оснастку изготавливают в модельных цехах. Конструкции моделей создают технолог-литейщик, разрабатывающий технологию изготовления отливки, и модельщик, разрабатывающий технологию изготовления модели.
Технолог-литейщик на технологическом чертеже отливки указывает плоскость разъема модели, назначает припуски на механическую обработку отливки, указывает усадку, размеры стержневых знаков, границу между стержнями, проектирует литниковую усадку.
Плоскость разъема выбирают такой, чтобы она обеспечивала свободное извлечение модели из формы при минимальном числе отъемных частей.
Величина припуска на механическую обработку зависит от габаритных размеров детали и положения данной поверхности в форме во время заливки и регламентируется для стальных отливок по ГОСТ 2009—55, а для чугунных по ГОСТ 1855—55.
Процесс охлаждения жидкого металла в форме сопровождается уменьшением его объема. Такое явление называется усадкой. Для получения размеров отливки в соответствии с заданными по чертежу все размеры на моделях должны быть больше на величину усадки металла. Усадка выражается в процентах и для всех сплавов имеет разное значение. Так, серый чугун имеет линейную усадку 0,8—1,2%, углеродистая сталь — 1,5—2%, медные сплавы — 1,0—1,5%, алюминиевые сплавы — 1,5—1,95%. При изготовлении моделей пользуются так называемым усадочным метром или линейкой. Каждое деление такого метра больше эталонного на величину усадки.
Чтобы модель легко вынималась из. формы, не вызывая ее повреждений на плоскостях модели, перпендикулярных разъему формы, предусматривают формовочные уклоны (ГОСТ 3212—57*).
В большинстве случаев стержни устанавливают и укрепляют в форме на знаках. Конструкция знака зависит от конфигурации и габаритов стержня. Стержневые знаки должны обеспечивать устойчивое положение стержня в форме до заливки и во время заливки. Для этого они должны иметь определенные размеры. (ГОСТ 3606—57).
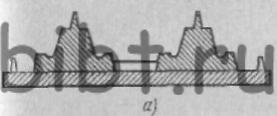

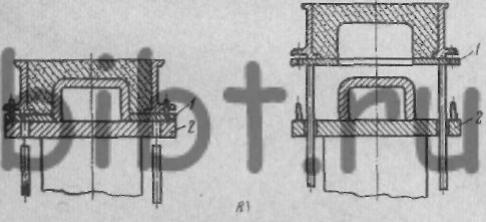
Рис. 28. Модельные плиты: а — односторонняя, б — двусторонняя, в — протяжные
В технологическом чертеже отливки указывают размеры всех элементов литниковой системы, состоящей из вертикальных и горизонтальных каналов, по которым металл поступает в полость формы.
Оснастку из дерева применяют в единичном и мелкосерийном производстве. Такие модели после изготовления покрывают краской (ГОСТ 2413—67).
В литейных цехах массового и крупносерийного производства используют металлические модели. В настоящее время применяют модели, изготовленные из пластических масс.
При машинной формовке используют односторонние, двусторонние и протяжные модельные плиты (рис. 28).
Протяжные плиты применяют при изготовлении сложных отливок, имеющих малый уклон вертикальных стенок. Модельная плита (рис. 28, в) состоит из верхней (протяжной) 1 и нижней плиты 2. Верхняя плита имеет отверстие, которое точно соответствует наружному контуру модели. При извлечении модели из формы опускается только нижняя плита 2, а края протяжной плиты 1 удерживают смесь в опоке, предохраняя ее от обвала.