
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 17. Модели и стержневые ящики.
Конструкция моделей и стержневых ящиков, материалы для их изготовления зависят от конфигурации отливки, технологического процесса и серийности производства.
Модели по конструктивным признакам подразделяются
- на неразъемные,
- разъемные
- и с отъемными частями.
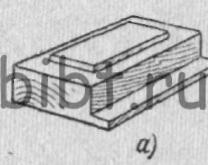
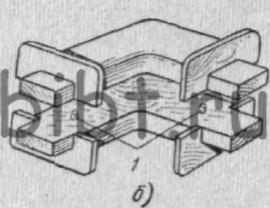
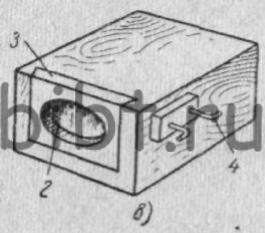
Рис. 12. Модели: а - неразъемная, б - разъемная, в - с отъемными частями
Неразъемные модели (рис. 12, а) применяются для производства несложных по конструкции отливок. Такие модели заформовывают в верхней или нижней полуформах.
Разъемные модели (рис. 12, б) состоят из двух частей, которые заформовываются отдельно в верхней и нижней полуформах. Конструкции таких моделей применяются для производства отливок сложной конфигурации. Для ручного изготовления отливок обе части модели соединяются при помощи шипов 1.
Модели с отъемными частями (рис. 12, в) используют в тех случаях, когда отливки имеют нависающие части или поднутрения 2, препятствующие извлечению модели из полуформы. Отъемные части крепятся с моделью при помощи соединения «ласточкин хвост» 3 или шпильками 4, которые удаляются из модели после набивки полуформы.
Чтобы облегчить извлечение модели из формы, вертикальные стенки их делаются с некоторым уклоном, называемым формовочным. Величина формовочного уклона зависит от высоты вертикальных стенок, материала модели, способа формовки и др. (ГОСТ 3212-57). Для деревянных моделей величина уклона установлена в пределах от 0° 15' до 3°, для металлических - от 0°20' до 1°30'.
Модели, стержневые ящики, шаблоны, контрольные приспособления для сборки изготовляются с учетом усадки.
Усадкой называется относительное уменьшение линейных и объемных размеров отливки при затвердении сплава по сравнению с прежними размерами формы. Объемная усадка больше линейной в три раза. Величина усадки в основном зависит от рода металла и состава сплава, размеров и сложности конструкции отливок. Заданные размеры отливки получают увеличением размеров моделей и стержневых ящиков на величину усадки.
Для изготовления фасонных отливок с внутренними отверстиями и промежуточными стенками из углеродистых и легированных сталей размеры моделей увеличивают на 1,3-2,3%, чугунных отливок - на 0,4-1,2%, отливок из цветных сплавов - на 0,3-1,4%.