
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. ПОНЯТИЕ О МАШИНОСТРОЕНИИ
Прежде чем изготовить какую-либо машину, конструкторское бюро разрабатывает ее конструкцию, производит расчеты и готовит чертежи машины, ее агрегатов, узлов и деталей. Затем в техническом отделе завода (или отделе главного технолога завода) составляют технологические карты на изготовление деталей, в которых содержатся все сведения, необходимые для их производства: вид и материал заготовок, их прочность, оборудование, размеры, чистота обработанных поверхностей и др.
Заготовки (отливки, поковки, прокат и др.) подаются в механообрабатывающий цех завода, в котором имеются различные металлорежущие станки: токарные, фрезерные, строгальные, шлифовальные и др. На этих станках срезается с заготовок часть металла (припуск на механическую обработку) и готовые детали приобретают размеры и форму, соответствующие рабочим чертежам. После контроля изготовленные детали поступают в сборочные цехи, в которых производят сборку деталей в узлы, а затем в машины. Собранную машину испытывают согласно техническим условиям и после успешного испытания на заводе ее передают заказчику.
Заданная прочность деталей
достигается применением различных материалов (сплавов) и
соответствующей термообработки, а точность и чистота поверхностей —
качеством обработки на различных металлорежущих станках. Качество
обработанной поверхности оценивается классом чистоты:![]() 1,
1, ![]() 2,
2, ![]() 3
— грубая обработка;
3
— грубая обработка; ![]() 4,
4, ![]() 5,
5, ![]() 6 — чистая обработка и
6 — чистая обработка и ![]() 7—
7—![]() 14 — весьма чистая обработка. Класс чистоты характеризуется
высотой неровностей, допускаемых на поверхности детали и
обуславливающих ее шероховатость.
14 — весьма чистая обработка. Класс чистоты характеризуется
высотой неровностей, допускаемых на поверхности детали и
обуславливающих ее шероховатость.
На рис. 1, а показан
рабочий чертеж детали цилиндра, а на рис. 1, б — его литая
заготовка. На рабочем чертеже нанесены размеры и класс чистоты
поверхностей. Внутреннее отверстие Ø 80 мм и наружная поверхность
цилиндра Ø 100 мм требуют весьма чистой обработки (![]() 7),
а торцы цилиндра — менее чистой (
7),
а торцы цилиндра — менее чистой (![]() 4).
4).
Заготовка отличается от детали большим размером и более грубым качеством обработки поверхности. В приведенном примере для детали, имеющей размер наружного диаметра 100 мм, берется заготовка размером 108 мм. В процессе окончательной механической обработки (например, точения) с каждой поверхности этой заготовки цилиндра удаляется снаружи и изнутри по 4 мм металла, называемого припуском на механическую обработку. По высоте припуск принят равным 3 мм на каждую сторону.
Простые заготовки для валов, осей, шестерен обычно получают ковкой (штамповкой) в кузнечно-прессовых цехах. Сложные (фасонные) заготовки, например, для станин станков, корпусов насосов, редукторов, картеров и блоков цилиндров двигателей внутреннего сгорания и т. п. проще, экономичнее и быстрее изготовлять методом отливки в литейных цехах.
Наибольшее распространение в машиностроении получил метод изготовления заготовок — отливок в литейных формах. Преимуществом этого способа является возможность получать самые разнообразные по конфигурации, размерам и техническим свойствам фасонные отливки из чугуна, стали и цветных сплавов весом от нескольких граммов до 300 и более тонн и размерами от 5 мм до нескольких десятков метров.
Достаточно высокие механические свойства литых заготовок способствуют широкому применению их в различных отраслях машиностроения. В таких изделиях, как металлорежущие станки, вес литых деталей составляет около 90% веса всех деталей. С развитием литейного производства и широким использованием прогрессивных методов литья значительно повысилась точность отливок и улучшились механические свойства. Это способствует еще большему расширению литейного производства, повышению значения литых деталей в машиностроении.
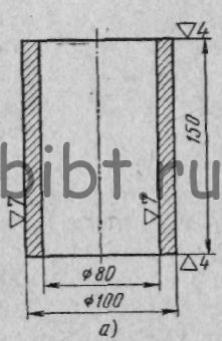
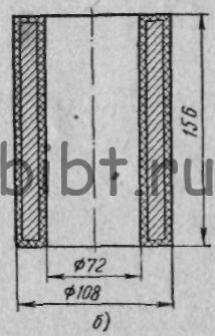
Рис. 1. Рабочий чертеж детали цилиндра (а) и его литой заготовки (б)