
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. ЛИТЕЙНЫЕ ФОРМЫ
Наиболее распространенным является способ получения отливок в так называемых разовых литейных формах.
Литейная форма (рис. 2, а) обычно состоит из верхней полуформы 8 в нижней 11. Полуформы изготовляются из песчано-глинистой или песчано-смоляной смеси уплотнением ее в металлических рамках 2 и 13, называемых опоками. В нижней полуформе по модели 10 изготовляется литейная полость 4, предназначенная для формирования наружного отпечатка литой заготовки цилиндра. Для получения внутреннего отверстия в отливке в форму устанавливают песчаный стержень 7, изготовленный в стержневом ящике, состоящем из двух половин (рис. 2, б). Стержень в форме прочно закреплен двумя полуформами в местах 6 и 12, называемых стержневыми знаками. Отпечатки стержневых знаков в полуформах образуются на модели с помощью выступов 9.
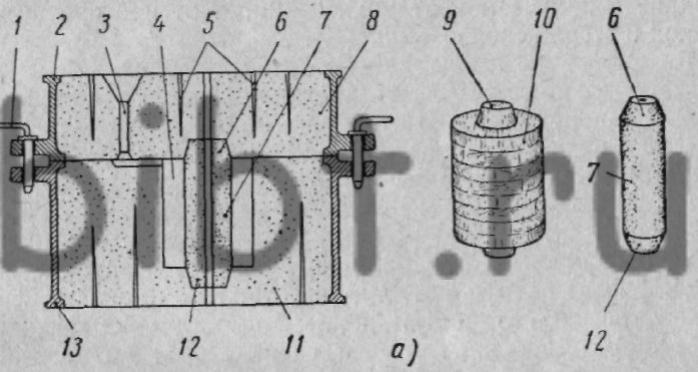
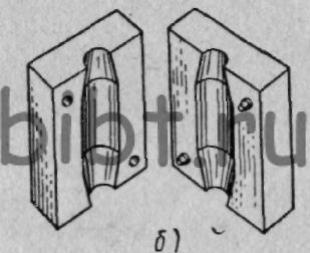
Рис. 2. Литейная форма, модель, стержень для получения отливки цилиндра (а), стержневой ящик (б)
Верхняя и нижняя полуформы центрируются при соединении (спаривании) с помощью штырей 1. Полость, образованная полуформами и стержнем, непосредственно омываемая расплавом во время его заливания, называется рабочей поверхностью формы, а наружные слои их, соприкасающиеся с расплавом,— рабочими слоями. Для заливки расплава в литейную полость формы делают литниковые каналы 3, называемые литниковой системой.
Перед заливкой литейные полуформы прочно скрепляют скобами или наложением груза. Это предотвращает возможный «уход» расплава по разъему формы. Газы, выделяющиеся из формовочной смеси и расплава при заливке его в форму, выходят через вентиляционные каналы 5.
Стержни изготовляют в стержневых ящиках набивкой в них стержневой смеси. Чтобы стержни имели необходимую прочность, их извлекают из ящика и сушат в печах. После заливки формы расплавом и охлаждения отливки форму разрушают и извлекают отливку, из которой затем выбивают стержень. Поверхность полученной отливки очищают от пригоревших формовочной и стержневой смесей.
Разнообразие выпускаемого литья вызывает необходимость применения различных форм, отличающихся технологией изготовления и исходными материалами. В зависимости от количества раз использования формы подразделяются на разовые, полупостоянные и постоянные.
Разовые формы служат для получения одной или нескольких отливок, если в форме одновременно формируется несколько отливок. После заливки расплава и затвердевания отливок формы разрушают. Для изготовления разовых форм применяют песчано-глинистые, песчано-смоляные смеси или смеси, состоящие из песка, глины и специальных добавок и крепителей.
Разовые формы могут быть сырыми, сухими, подсушенными, химически твердеющими, полупостоянными и постоянными. Основная масса литья изготовляется в разовых литейных формах. По толщине стенок песчаные формы делятся на толстостенные (с толщиной стенок до 300 мм и более) и оболочковые (с толщиной стенок от 5 до 15 мм). К разовым литейным формам относятся неразъемные формы, изготовляемые по выплавляемым моделям.
Сырые формы благодаря отсутствию процесса сушки и, следовательно, более быстрому и экономичному изготовлению широко применяются для производства стального, чугунного и цветного литья весом до 3000 кг.
Сухие формы применяются в основном для производства крупных, сложных ответственных стальных и чугунных отливок весом более 500 кг. Сухие формы предварительно окрашиваются, а затем сушатся в сушильных печах в течение 8—12 ч; такой процесс трудоемок и дорог, поэтому там, где возможно, применяют более совершенные способы получения отливок в химически твердеющих и подсушенных формах.
Подсушенные формы используются для получения из чугуна или стали ответственных отливок весом до 5000 кГ. Как правило, эти отливки имеют сложную конфигурацию, значительную площадь плоских поверхностей (станины станков, стойки, столы, передние и задние бабки и др.).
Отливки изготовляются в подсушенных формах и в том случае, когда в сырых формах они получаются недостаточно хорошего качества. Рабочий слой подсушенной формы изготовляется из смеси, содержащей в своем составе быстросохнущий крепитель.
Подсушка производится в проходных или переносных сушильных установках, что позволяет организовать поточное изготовление форм со сравнительно небольшой затратой времени на подсушку (от 15 до 45 мин).
Химически затвердевающие формы изготовляются из смесей, содержащих в качестве крепителя жидкое стекло. С помощью таких форм получают разнообразные отливки из черных и цветных сплавов весом до 50 000 кг при незначительном времени упрочнения смеси.
К химически затвердевающим формам относятся также формы, изготовленные из песчано-цементных смесей, затвердевающих на воздухе, и из наливных смесей, быстро затвердевающих без дополнительной тепловой сушки.
Самозатвердевающие формы изготовляют из смесей, содержащих в качестве крепителя жидкое стекло с добавкой мелко-измельченных феррохромного шлака или 75% ферросилиция. Изготовленные формы из таких смесей твердеют в атмосфере цеха в течение нескольких часов. Самозатвердевающие формы изготовляют также с применением подвижных пенообразных (наливных) смесей.
Полупостоянные формы изготовляются из высокоогнеупорных материалов (шамота, графита, асбеста и др.). Их применяют для изготовления несложных по форме (изложницы, поддоны, плиты и т. д.) крупных стальных и чугунных отливок. Охлажденную отливку извлекают из формы, при этом форма не разрушается. После небольшого ремонта форму молено использовать для многократной заливки (несколько десятков раз).
Постоянные формы выдерживают заливку от нескольких сотен до нескольких десятков тысяч раз. Они изготовляются из стали и чугуна, а в отдельных случаях — из меди и алюминия. Металлические постоянные формы применяются в массовом и крупносерийном производствах для получения отливок центробежным или кокильным способами, а также для литья под давлением.