
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Напольный литейный тележечный конвейер. Самоходные тележки. Пневматические толкатели.
На рис. 39 показано расположение литейного конвейера относительно различных участков формовочного отделения. Напольный конвейер имеет большое количество тележек. Тележки 1 непрерывно перемещаются по рельсам 2 при помощи тяговой горизонтально-замкнутой цепи, приводимой в движение электроприводом станции 11. Собранные формы 6 устанавливаются на тележки конвейера и транспортируются к заливочному участку. Расплав подается по монорельсу 5 в ковше 4 к конвейеру.
Заливка форм производится с платформы 3, рол которой при помощи бесконечной транспортерной ленты движется со скоростью, равной скорости тележечного конвейера. Благодаря этому осуществляется заливка непрерывно движущихся форм. После заливки формы конвейером транспортируются через вентиляционный кожух 10, из которого выделяемые формами газы отсасываются вентилятором. Одновременно на этом же участке формы, охлаждаются, после чего их выбивают на выбивной решетке 9.
Выбитые отливки направляют в обрубно-очистное отделение; оборотная смесь через выбивную решетку попадает на ленточный конвейер и транспортируется им в смесеприготовительное отделение, а пустые опоки подаются к формовочным машинам по рольгангам 7 и 8. Скорость движения литейных конвейеров в зависимости от размеров форм и принятой организации производства колеблется от 1 до 7,5 м/мин.
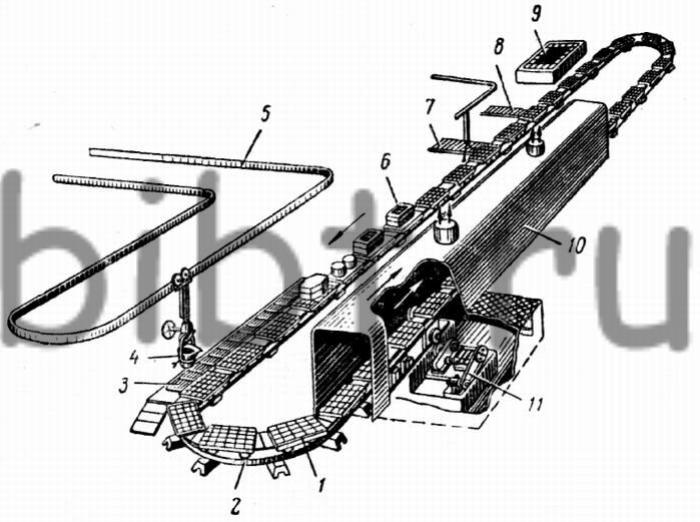
Рис. 39. Напольный
литейный тележечный конвейер
Подвесные цепные конвейеры широко применяются в литейных цехах для транспортировки различных грузов. Такой конвейер представляет собой металлоконструкцию, на которой укрепляется тавровая балка. На ней подвешивается большое число одноосных тележек, соединенных общей цепью, приводимой в движение электроприводом. К тележкам крепятся грузонесущие приспособления: штанги с крюками, площадки, цепи и др. Подвесным конвейером груз Может перемещаться на значительное расстояние и высоту.
Посредством подвесных цепных конвейеров в литейных цехах транспортируют на заливку формы; доставляют на сборочные участки стержни; очищают отливки в проходных дробеметных камерах; подают готовую продукцию на склад.
Самоходные тележки (электрокары, автокары) рельсовые и безрельсовые широко используются в литейных цехах, как один из самых маневренных видов внутрицехового и общезаводского транспорта.
Внутри цеха такими тележками перевозят: модельные комплекты, опоки, этажерки со стержнями, выбитые отливки в обрубные отделения и др. На самоходных тележках также перевозят производственные грузы из одного цеха в другой. Рельсовые тележки и электрокары приводятся в движение электродвигателями, автокары — мотоциклетными двигателями.
Пневматические толкатели применяются в качестве силовых установок для обслуживания различных транспортирующих устройств, а также для автоматизации некоторых производственных процессов.
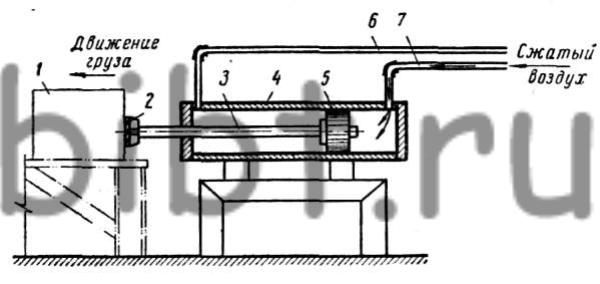
Рис. 40. Пневматический толкатель
Толкатель (рис. 40) состоит из цилиндра 4, поршня 5 с прикрепленной к нему штангой 3. Штанга оканчивается наконечником 2, торцевая сторона которого обычно покрыта эластичным материалом — резиной. При подаче сжатого воздуха по пневмопроводу 7 в правую полость цилиндра поршень перемещается влево, сталкивая груз 1. Сжатым воздухом, подаваемым по пневмопроводу 6 в левую полость цилиндра, поршень возвращается в исходное положение.
В литейных цехах толкатели широко применяются для автоматизации и механизации выбивки форм, проталкивания грузов по рольгангам и т. п.