
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Армирование стержней. Стержневые каркасы.
Армирование стержней производят с целью увеличения прочности и жесткости.
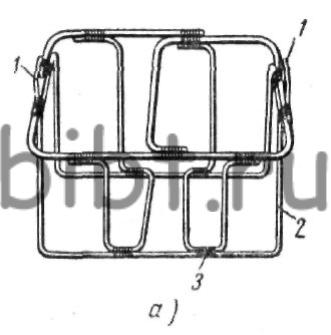
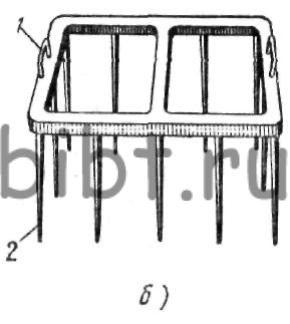
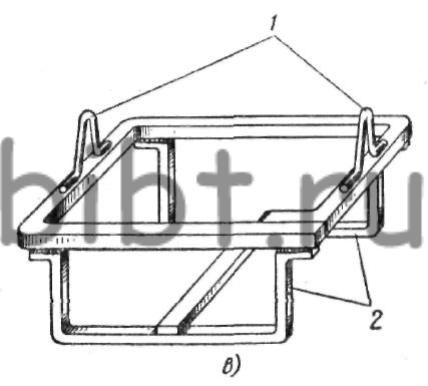
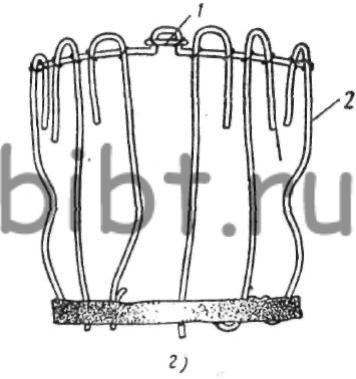
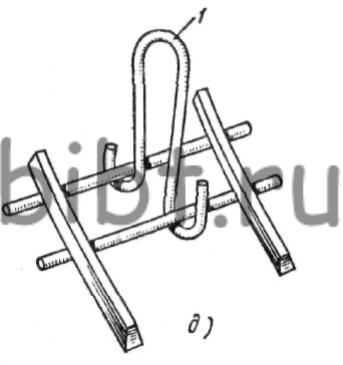
Рис. 41. Стержневые каркасы: 1 — веска, 2 — стойка, 3 — проволока
По способу изготовления каркасы подразделяются на проволочные, литые, сварные, комбинированные разборные (рис. 41).
Проволочные каркасы (рис. 41, а) изготовляют из стальной проволоки диаметром 1—8 мм и применяют для мелких и средних стержней. Конструкции проволочных каркасов зависят от конфигурации и веса стержней. Если каркас составной, то концы отдельных частей скрепляют между собой тонкой отожженной проволокой 3. Проволочные каркасы изготовляют в специальных подразделениях стержневых участков, оборудованных приспособлениями для резки, правки и гибки проволоки.
Литые каркасы (рис. 41, б) применяют для армирования средних и крупных стержней. Литые каркасы обладают высокой прочностью и жесткостью. В зависимости от размеров стержней и условий сборки форм их изготовляют прямыми или фасонными, с литыми или проволочными стойками 2 и весками 1. Стойки и вески располагают таким образом, чтобы обеспечить удобство простановки стержня в полуформу. Литые каркасы изготовляют в специальном подразделении стержневого участка литейного цеха. Подразделению выделяется плац, на котором размещаются оборудование и приспособления для формовки и заливки каркасов. При литье вески 1 изготовляются в литых каркасах путем простановки в форму каркаса проволоки определенной конфигурации. Сборщику форм необходимо контролировать целостность весок и их надежность.
Формы для каркасов заливают расплавленным чугуном или сталью.
Сварные каркасы (рис. 41, в) чаще всего используют в условиях серийного производства при изготовлении средних и крупных стержней. Такие каркасы изготовляют из стальных заготовок путем сварки. Конструкция их зависит от веса и размеров стержней. Сварные каркасы используются многократно при изготовлении серийных средних и крупных отливок.
Комбинированные каркасы (рис. 41, г) изготовляют для фасонных крупных стержней из отдельных стальных деталей сваркой, вязкой и заливкой на каркасном плацу. Комбинированные каркасы подразделяются на связываемые и литые. Связываемые комбинированные каркасы получают соединением по определенному контуру литых чугунных фасонных заготовок вязальной проволокой. Литые комбинированные каркасы получают соединением расплавленным чугуном отдельных фасонных проволочных заготовок с литой чугунной рамкой. Для изготовления литых комбинированных каркасов с проволочными и литыми стойками применяют почвенную формовку с последующей заливкой расплавленным чугуном.
Разборные каркасы (рис. 41, д) изготовляют из отдельных прутьев или литых брусков для стержней из химически твердеющих смесей, имеющих повышенную прочность в сухом состоянии. Разборные каркасы просты в изготовлении и. легко удаляются из отливок в процессе выбивки.
Все каркасы заформовываются в основную массу стержня, для чего их укладывают в стержневой ящик на предварительно насыпанный небольшой слой стержневой смеси, после чего их засыпают смесью, которую затем уплотняют. Чтобы каркасы не препятствовали усадке стержня при заливке расплавом, их располагают на определенной глубине от поверхности стержня. Так, проволочные каркасы располагаются от поверхности стержня на расстоянии 5—10 мм, а литые — от 20 до 50 мм и более.