
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Способы машинного уплотнения формовочной смеси.
Уплотнение формовочной смеси прессованием. Вверхнее и нижнее прессование формовочной смеси.
Формы изготовляются путем верхнего и нижнего прессования.
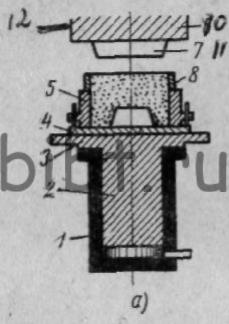

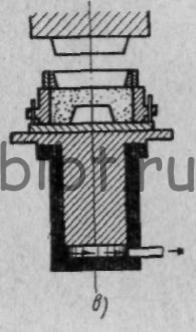
Рис. 51. Схема изготовления полуформ верхним прессованием
Машина с верхним прессованием форм (рис. 51, а) имеет поршень 2, одновременно служащий столом 3. На столе машины крепится модельная плита 4, по центровочным штырям которой устанавливается опока 5.
На опоку накладывается наполнительная рамка 8 (для создания допрессовочного слоя смеси), затем в опоку засыпается формовочная смесь до уровня наполнительной рамки. При подаче сжатого воздуха в цилиндр 10 (рис. 51, б) поршень 2 вместе с модельной плитой, опокой и формовочной смесью поднимается вверх к жестко закрепленной на траверсе 6 прессовой колодке 7. Последняя входит внутрь наполнительной рамки и уплотняет формовочную смесь. После выпуска сжатого воздуха из-под поршня заканчивается процесс уплотнения смеси (рис. 51, в) и модель извлекается из формы.
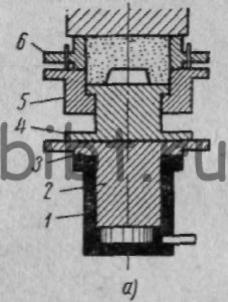
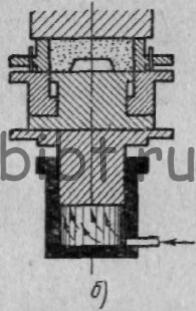
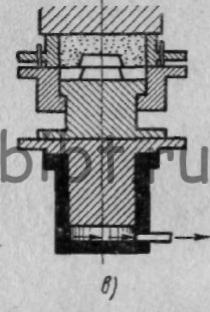
Рис. 52. Схема изготовления полуформ нижним прессованием
На рис. 52 показано уплотнение смеси нижним прессованием. В цилиндр 1 помещается поршень 2, оканчивающийся столом 3. На столе закрепляется модельная плита 4, которая может подниматься и опускаться в жестко закрепленной на корпусе машины рамке 5. По штырям на рамку 5 устанавливается опока 6, в которую засыпается формовочная смесь (рис. 52, а). При подаче сжатого воздуха (рис. 52, б) поршень оказывает давление на модельную плиту, которая вдавливает модель в формовочную смесь, тем самым уплотняя ее. При выпуске воздуха из прессового цилиндра поршень вместе с модельной плитой, опускаясь вниз, извлекает модель (рис. 52, в).
При верхнем прессовании уплотняется смесь больше у прессовой колодки, при нижнем прессовании - у модели. Нижнее прессование дает лучшие результаты, так как именно уплотненные слои смеси, образующие рабочую поверхность формы, подвергаются высокому механическому воздействию расплава. Метод изготовления форм прессованием обеспечивает высокую производительность, бесшумность работы и используется, в основном, при формовке небольших по высоте отливок.
В настоящее время находит все более широкое распространение метод изготовления форм прессованием под высоким давлением (20 ат и выше). Высокое удельное давление прессования позволяет получать более равномерное уплотнение формовочной смеси и более качественные рабочие поверхности формы. Этот метод также позволяет проще автомавизировать процесс формовки.