
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Уплотнение формовочной смеси встряхиванием.
Этим методом можно изготовлять более крупные формы, чем прессованием.
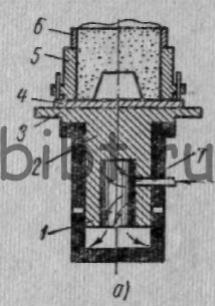
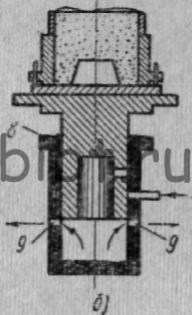
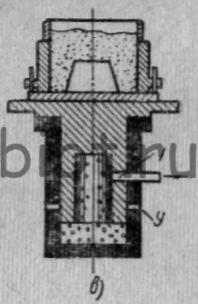
Рис. 53. Схема изготовления полуформ встряхиванием
На рис. 53 показана схема механизма для уплотнения смеси в опоке встряхиванием. В цилиндр 1, укрепленный жестко на фундаменте, входит поршень 2, оканчивающийся столом 3. На столе крепится модельная плита 4.
По штырям на модельную плиту устанавливается опока 5 и наполнительная рамка 6 (рис. 53, а). В опоку и рамку засыпается формовочная смесь. После подачи сжатого воздуха в цилиндр 1 через канал 7 поршень 2 поднимается вверх. При этом движении (рис. 53, б) поршень 2 своей боковой поверхностью перекроет канал 7, а его нижний торец откроет выхлопные отверстия 9, в силу чего сжатый воздух выйдет в атмосферу. При этом давление в цилиндре резко снизится и стол под действием своего веса упадет на торец цилиндра 8, уплотняя при ударе формовочную смесь в опоке (рис. 53, в).
В момент удара стола о торец цилиндра канал 7 поршня совпадет с каналом подачи сжатого воздуха и снова произойдет подъем и удар стола.
В результате ударов верхние слои смеси оказывают давление на нижние и через определенное количество ударов (30-50) формовочная смесь над моделью оказывается достаточно уплотненной.
Встряхиванием хорошо уплотняюя слои смеси, близко расположенные над моделью, и плохо- верхние слои, поэтому последние дополнительно уплотняют либо допрессовкой, либо пневматическими трамбовками. Ручное уплотнение трамбовками применяется обычно при изготовлении средних и крупных форм.