
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПОЛУЧЕНИЯ ОТЛИВОК
Технологический процесс получения отливок начинается с разработки детали по рабочим чертежам литейной технологической карты, находящейся в технологическом бюро литейного цеха завода или в отделе главного технолога.
По литейной технологической карте в модельном цехе или в отделе главного технолога завода выполняют рабочие чертежи модельной оснастки и изготовляют ее. В литейном цехе с помощью модельной оснастки изготовляют стержни и литейные формы, которые после сборки заливают расплавом.
На рис. 3 указана типовая схема технологического процесса получения отливок в разовой форме. В зависимости от конкретных производственных условий и требований, предъявляемых к отливкам, операции окраски и термической обработки могут отсутствовать.
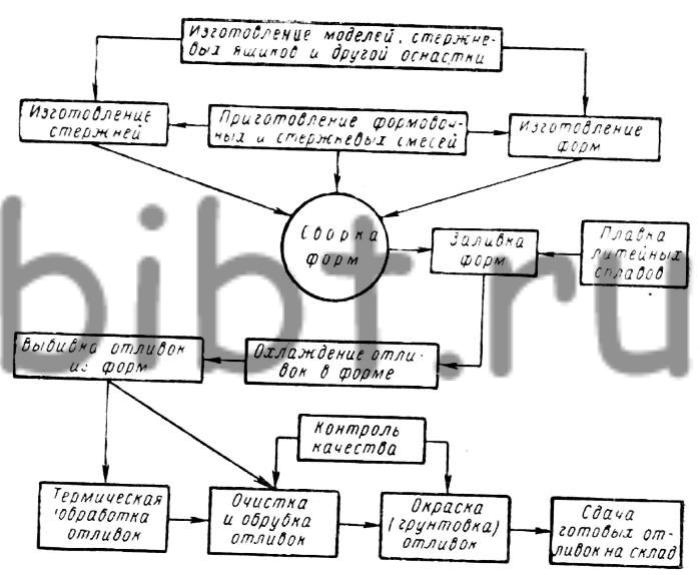
Рис. 3. Типовая схема технологического процесса получения отливок в разовой форме
В целях повышения производительности, оздоровления и облегчения труда литейщиков развитие литейного производства в стране идет по пути максимальной механизации и автоматизации различных технологических операций и внедрения новых, более совершенных технологических процессов.
Технологические операции в литейном производстве выполняются рабочими таких профессий, как модельщик, формовщик, стерженщик, плавильщик, обрубщик и др.
Крупные литейные цехи состоят из нескольких отделений (участков), в каждом из которых производятся определенные технологические операции.
В смесеприготовительном отделении изготовляют формовочные и стержневые смеси, припылы, натирочные пасты, противопригарные краски, прокладочные глины, клеи и др. После соответствующего контроля все эти материалы транспортируются в формовочные и стержневые отделения.
В стержневом отделении изготовляют и сушат стержни, красят их противопригарной краской и передают в формовочно-сборочное отделение.
В формовочно-сборочном отделении, которое является основным в литейном цехе, изготовляют, при необходимости сушат и собирают формы. В небольших литейных цехах в этих же отделениях производят заливку форм и после их охлаждения выбивку отливок.
В плавильном отделении расплавляют и приготовляют сплав требуемого химического состава и механических свойств. Расплав в ковшах подается в заливочное отделение.
В заливочном отделении из ковшей заливают расплавом собранные и скрепленные формы.
В выбивном отделении залитые и охлажденные формы разрушают с целью извлечения из них отливок и освобождения опок.
В очистном отделении из отливок удаляют стержни, очищают их поверхности от пригоревшей формовочной и стержневой смеси.
В обрубном отделении с поверхности отливок наждаками или пневматическими зубилами удаляют заливы, заусенцы и т. п. Если отливки необходимо окрашивать (грунтовать), в обрубном отделении организуется подразделение грунтовки отливок. В этом же отделении отливки подвергаются контролю, заключающемуся в проверке геометрических размеров отливок и их качества.
В небольших литейных цехах мелкосерийного и единичного производства четкого подразделения цеха на отделения может и не быть. В этом случае приготовление формовочной смеси, формовка, сборка, заливка и выбивка литья могут производиться в одном отделении; очистка, обрубка и контроль отливок — в другом отделении.