
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Подсушка форм. Внедрение в литейное производство быстротвердеющих крепителей.
Внедрение в литейное производство быстротвердеющих крепителей типа СБ, СП, КТ позволило применить облицовочные смеси, быстротвердеющие при подсушке. В зависимости от размеров формы подсушка облицовочного слоя длится от 10 до 180 мин, что позволяет резко сократить цикл изготовления форм и организовать механизированное поточное производство.
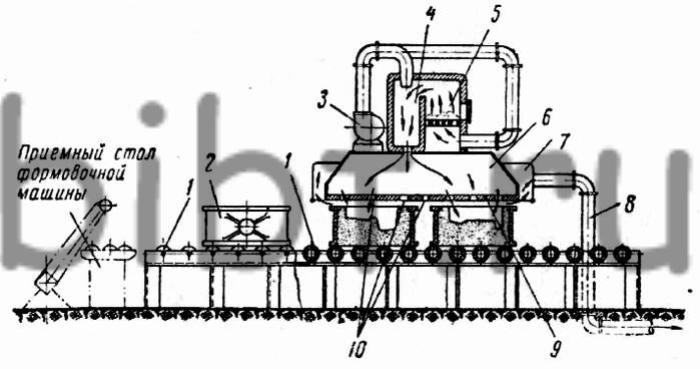
Рис. 60. Схема проходной установки для подсушки полуформ
На рис. 60 приведена схема проходной установки для подсушки полуформ.
Установка состоит из рольгангового транспортера 1 и специального устройства, подающего горячие газы на рабочую поверхность полуформ 2. Горячие газы, образующиеся в камере 5 при сгорании топлива (угля, отходов кокса, природного газа и др.), поступают в смеситель 4. В смесителе газы, смешиваясь с потоками воздуха, подаваемого вентилятором 3, нагнетаются в распределительную камеру 6. Количество подаваемого наружного воздуха регулируется таким образом, чтобы температура газов, выходящих из распределительной камеры, была в пределах 220-260°. Смешанные горючие газы, проходя через отверстие 10 распределительной плиты 9, омывают рабочие поверхности полуформ, подсушивают их и удаляются через боковой патрубок 7 в дымоход 8.
Установка может подсушивать одновременно несколько полуформ. Температура газов в смесителе контролируется специальными приборами. Так как формовочные смеси для подсушиваемых форм изготовляются с применением быстротвердеющих крепителей (СБ, жидкое стекло и др.), продолжительность цикла твердения облицовочного слоя в несколько раз меньше, чем при сушке. Форма считается хорошо подсушенной, если глубина подсушенного слоя для мелких форм 6-12 мм, для средних - 10-15 мм, для крупных - свыше 15 мм.