
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 40. ВЫВОД ГАЗОВ ИЗ ФОРМ. Способы искусственного вентилирования собранных форм.
При заливке собранной формы расплавом выделяется большое количество газов. Расплав, соприкасаясь с поверхностью стержней и форм, нагревает их рабочие слои до высоких температур, при этом влага и некоторые добавки формовочных и стержневых смесей, испаряясь и выгорая, образуют большое количество газов. Эти газы должны беспрепятственно выходить из формы в атмосферу. При затрудненном выходе газов и высокой температуре в форме давление их может настолько повыситься, что газовый поток устремится в массивные сечения отливки, заполненные расплавом, и вызовет образование газовых раковин.
Если выход газов так затруднен, что под действием высоких температур происходит почти мгновенное, подобное взрыву, расширение, возможны обвалы слабо уплотненных или закрепленных частей стержня и полуформы. Обвалившиеся комочки формовочной или стержневой смеси, всплывая в расплаве или застревая в полостях формы, приводят к образованию песчаных раковин - браку отливок. Для получения качественных отливок без газовых и песчаных раковин необходимо при изготовлении форм обеспечивать свободный выход газов. Естественной газопроницаемости формовочных и стержневых смесей недостаточно для обеспечения производства отливок без газовых раковин. Поэтому во время изготовления и сборки стержней и форм предусматривают искусственную вентиляцию, способствующую направленному свободному выходу газов.
При устройстве искусственной вентиляции форм следует прокладывать газоотводящие каналы из стержней и форм по наикратчайшему прямолинейному (желательно вертикальному) пути с направлением их снизу вверх. Это соответствует естественной направленности движения горячих газов. Вентиляционные каналы следует прокладывать в противоположной стороне от литниковой системы или ее элементов. В отдельных случаях дополнительно к вертикальному отводу газов можно прокладывать боковые вентиляционные каналы и каналы, проходящие в низу формы.
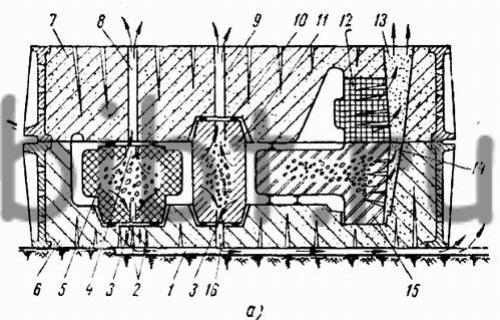
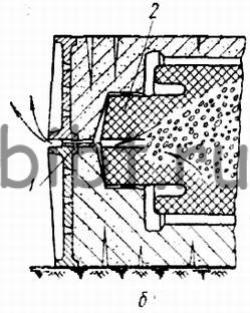
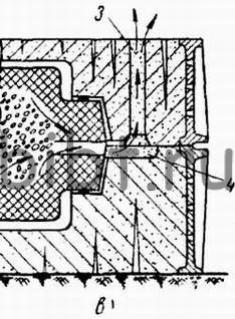
Рис.. 70. Способы искусственного вентилирования собранных форм:
а - через наколы в форме, вентиляционные каналы в стержнях, вытяжные стояки, борозду в постели формы б - через каналы, прорезанные по разъему в нижней полуформе, в - через стояки и каналы, прорезанные по разъему
Наиболее распространенные способы искусственного вентилирования форм приведены на рис. 70. Газы из стержня 5 (рис. 70, а), установленного в нижней полуформе 6, на одном нижнем знаке выходят в атмосферу через вентиляционный канал 3 вниз по отверстиям 2, образованным наколами душником в полуформе, и по борозде 1 в постели. Наколы душником наибольшего диаметра производят со стороны знака полуформы. Количество наколов зависит от площади знака. Этот способ вывода газов применяют в тех случаях, когда стержень устанавливается на одном нижнем знаке и со всех сторон омывается расплавом или, как показано на рис. 70, а, сверху стержень 5 образует окно в отливке.
При соприкосновении верхней полуформы 7 со стержнем 5 условия вентилирования стержня улучшаются, так как поток образующихся газов может быть выведен вверх через канал 8, выполненный в верхней полуформе душником или стояком при формовке. Для лучшего вывода газов необходимо, чтобы вентиляционные каналы 4 и 8 стержня и полуформы точно совпадали.
Это требование должно строго соблюдаться, когда стержни в знаковые части устанавливаются плотно без горизонтальных зазоров (установка стержней с натягом, вклеиванием по боковым знаковым поверхностям и др.).
Стержни 11, установленные на двух и более вертикальных знаках, расположенных в нижней 6 и верхней 7 полуформах, вентилируют путем вывода газов через отверстия 3, 16, 9, 10 в знаковых частях стержня и полуформ, изготовляемых во время формовки. При сборке форм для средних и крупных отливок, когда есть опасность попадания расплава в вентиляционные каналы в нижней полуформе, необходимо их засыпать крупным песком, асбестовой крошкой или просеянной гарью. Из средних и крупных стержней, имеющих горизонтальные 15 или боковые вертикальные знаки 12, газы выводят из формы при помощи вытяжных стояков 14, 13, примыкающих к торцам знаков. При серийном производстве отливок модели вытяжных стояков крепят на вертикальных поверхностях знаковых частей модели или стержневого ящика. В условиях единичного и мелкосерийного производства отливок вытяжные каналы прорезаются или формовщиком при отделке форм, или сборщиком при сборке. Из боковых стержней с небольшими размерами знаковых частей, расположенных в верхней и нижней полуформах, газы можно отводить с помощью канала, образованного в верхней полуформе приставными вытяжными стояками. Стояки прямоугольного сечения прикладываются к торцу стержневого знака. По окончании набивки полуформы, перед извлечением модели стояки осторожно вынимают.
Во время сборки формы, после установки и закрепления стержня, а также спаривания полуформ полученный вентиляционный канал засыпают крупным песком или гарью. Газы, образующиеся при заливке формы, через наколы в стержне будут свободно выходить сквозь указанный вентиляционный канал.
Вывод газов из форм со стержнями, установленными на горизонтальных знаках 2 и имеющими вентиляционные каналы, выходящие в плоскость разъема форм, осуществляется путем прорези или формовки отводных боковых каналов 1 (рис. 70, б) в верхней и нижней полуформе (или только нижней). Из стержня по вентиляционному каналу в знаковой части газы поступают в отводный канал 1 формы и из него через неплотности стыков (или отверстие в опоках) в атмосферу. При сборке форм с большими стержнями отводные вентиляционные каналы в нижней полуформе засыпают крупным песком или просеянной гарью. Лучшие условия вывода газов при сборке форм со стержнями, с горизонтальными знаками обеспечиваются, кроме вышеуказанных каналов, формовкой в верхней полуформе вытяжного вентиляционного канала 3 (рис. 70, в). При спаривании полуформ отводной формовочный канал 4 в нижней полуформе и вытяжной канал 3 в верхней полуформе необходимо засыпать крупным песком. Этот способ вывода газов обеспечивает большую плотность прилегания полуформ поверхностями разъема и меньшую вероятность утечки расплава.