
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Вывод газов из стержней через трубки. Вентиляционные каналы стержней. Способы предохранения газоотводящих каналов от проникновения расплава.
В практике встречаются случаи, когда вентиляционные каналы отвода газов из стержней вынужденно проходят вблизи мест расположения элементов литниковой системы. В этих случаях вентиляционные каналы имеют сложное устройство, образуемое дополнительными стержнями так, чтобы литниковые и газоотводящие каналы не пересекались и были надежно изолированы друг от друга.
При сборке форм, когда стержни имеют вертикальные знаки в верхней полуформе или выступающие платики для образования сквозных окон в отливках небольших поперечных сечений, отвод газов вышеуказанными способами нерационален вследствие возможности попадания в газоотводящую полость расплава. В этих случаях газоотводящие каналы стержней и полуформ соединяют газоотводящими трубками (рис. 71).
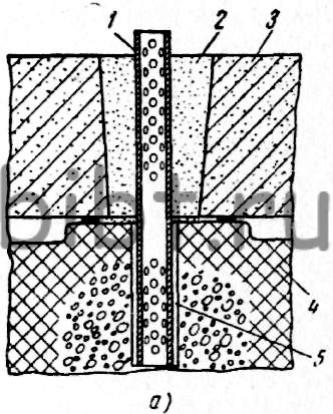
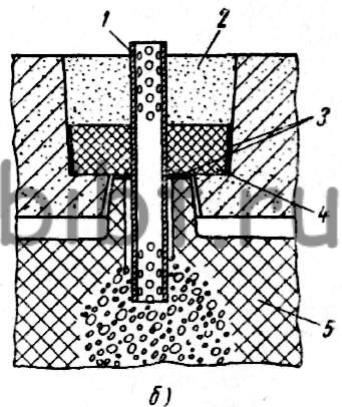
Рис. 71. Вывод газов из стержней через трубки:
а - с засыпкой вентиляционного колодца, б - с установкой стержня в вентиляционный колодец
Для образования окна в отливке стержень может иметь платик - такой способ вывода газов показан на рис. 71, а. После установки и закрепления стержня 4 в нижней полуформе в его вентиляционное отверстие вставляют высверленную по поверхности железную трубку 7, длина которой подбирается с таким расчетом, чтобы конец ее выходил за пределы верхней полуформы 3. Трубку, вставленную в стержень, строго вертикально закрепляют набивкой формовочной смеси 2 в зазор между трубкой и стержнем. При изготовлении верхней полуформы 3 в том месте, где располагается окно отливки коническим стояком, формуют полость. Трубка для отвода газов после спаривания полуформ размещается в этой полости. Трубку засыпают песком или формовочной смесью.
Стержень может иметь вертикальный знак в верхней полуформе небольшого поперечного сечения. Способ вывода газов из стержня показан на рис. 71, б. В этом случае так же, как и в предыдущем, при набивке верхней полуформы в установленном месте с помощью конического стояка формуется полость 2. Одновременно изготовляется стержень 4, который затем высушивается. После установки трубки 1 в стержне 5 производится накрытие верхней полуформы, закрепление на клее 3 в полости 2 стержня 4, который прочно приклеивается к торцу стержня и боковым поверхностям полости. Сверху полость засыпается песком или формовочной, смесью. Вклеивание дополнительного стержня 4 производится для более надежной защиты от проникновения расплава в вентиляционную полость.
Рассмотренные способы вентилирования собранных форм при правильном их исполнении обеспечивают свободный выход газов из газоотводящих каналов. Свободный выход газов может быть нарушен попаданием расплава в газоотводящие каналы. Поэтому, проводя работы- по искусственному вентилированию формы во время ее сборки, сборщик должен с особой тщательностью выполнять технологические операции, устраняющие возможность попадания расплава в вентиляционные каналы. Расплав, заполняя газоотводной канал, препятствует свободному выходу газов. Это происходит одновременно с началом наиболее интенсивного газовыделения в форме. В результате затрудненного выхода газов давление их возрастает настолько, что они могут, проходя через толщу расплава, выбрасываться наружу через литниковую систему, вызывая разбрызгивание расплава. После остывания такого расплава в различных частях отливки могут образоваться газовые раковины.
Существует несколько способов предохранения газоотводящих каналов от проникновения расплава. Наиболее распространенным способом обеспечения плотной посадки стержня в знаке формы, изготовленной по-сырому, является подрезка слоя формовочной смеси. Для этой цели формовщик-сборщик гладилкой или ланцетом под углом 30-45° по периметру знаковой части полуформы подрезает верхний слой, приподнимая его над поверхностью знаковой части. Установленный стержень своим весом плотно прижимает подрезанный слой, создает плотную посадку в знаке и круговую изоляцию вентиляционного канала. Для сырых форм в условиях массового и крупносерийного производства операцию подрезки заменяют формовкой обжимного кольца, которую производят во время изготовления формы.
На горизонтальных поверхностях знаковых частей модели по периметру на некотором расстоянии от расположения вентиляционных каналов протачивают или выфрезеровывают узкую полукруглую канавку радиусом от 2 до 5 мм, образующую в форме выступающее земляное кольцо. При установке стержня под действием его веса кольцо обжимается и обеспечивает плотное соединение знаков стержня и полуформы. Подрезку и формовку обжимных колец не производят у сухих, подсушиваемых и химически-затвердевающих форм. В этих случаях подрезку производить трудно из-за большой прочности смеси. Вентиляционные каналы стержней и форм предохраняют от проникновения в них расплава укладкой эластичного шнура, изготовленного из глинистой пасты специального состава. Приготовленную пасту заливают в бункер мундштучной машины, на которой выдавливанием получают шнур требуемой длины и диаметра. Шнур укладывается по периметру знака полуформы вокруг вентиляционного канала. Под действием веса стержня или усилий осадки его сборщиком шнур деформируется в плоскую ленту и плотно соединяет стержень и полуформу в знаковых частях. Способ предохранения вентиляционных каналов от проникновения в них расплава путем укладки эластичного шнура применяется для сырых, сухих и химически твердеющих форм различных размеров.
Вентиляционные каналы стержней и форм средних и крупных отливок предохраняют прокладкой из специальной пасты, производимой вручную. Во время сборки сборщик рукой наносит необходимый слой пасты на знаковую часть полуформы или стержня. Такой способ предохранения вентиляционных каналов нашел самое широкое распространение при изготовлении всех видов форм. В условиях единичного производства для контроля плотности посадки стержня в знаке на пасту укладывают полоски бумаги и опускают стержень в знак. На места со слабым обжатием пасты вновь наносят небольшой слой и после этого окончательно устанавливают и укрепляют стержень.