
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ХИМИЧЕСКИ ТВЕРДЕЮЩИХ ФОРМ.
Изготовление форм из ПСС. Изготовление форм из ЖСС.
Изготовление форм из ПСС. Пластичные самотвердеющие смеси широко используют для изготовления форм средних и крупных отливок в условиях единичного, мелкосерийного и серийного производства. Сущность процесса заключается в том, что после введения в жидко стекольную облицовочную смесь феррохромного шлака (или другого компонента аналогичного действия) происходит химическое твердение смеси на воздухе. Продолжительность твердения смеси зависит от соотношения вводимых связующего (жидкое стекло) и отвердителя (феррохромный шлак), а также от интенсивности перемешивания компонентов и температуры окружающей среды. Твердение смеси начинается практически с момента введения в смесь отвердителя. Изготовить такую смесь централизованно и подавать ее затем по рабочим местам невозможно; к моменту засыпки смеси в опоку может произойти полное или частичное твердение. Поэтому на рабочие места подают так называемую базовую смесь, а отвердитель вводят в смесь на формовочном участке.
Для приготовления ПСС применяют шнековые смесители непрерывного действия. Общий вид смесителя изображен на рис. 25.
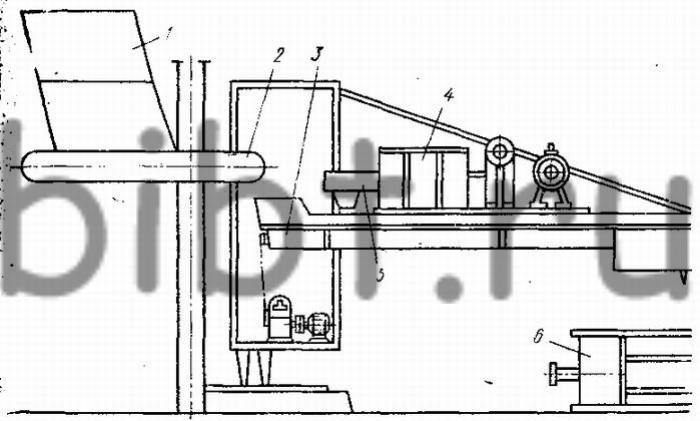
Рис. 25. Смеситель для приготовления пластичных самотвердеющих смесей ПСС
Базовая смесь поступает из смесеприготовительного отделения на формовочный участок в бункер 1 с ленточным питателем 2. Ленточный питатель непрерывно подает смесь в двухшнековый поворотный смеситель непрерывного действия 3. Из специальной емкости 4, установленной на смесителе, в базовую смесь дозатором 5 подается феррохромный шлак. В смесителе смесь тщательно перемешивается шнеками, затем через конечную воронку смесителя (готовая облицовочная смесь (ПСС) поступает в опоку 6. Дальнейший процесс изготовления формы обычный.
При изготовлении форм на формовочных машинах перемешивание базовой смеси с феррохромным шлаком может производиться в лопастных смесителях периодического действия, различной емкости (типа бетономешалок). Готовая смесь из смесителя высыпается в контейнер, который перемещается по монорельсу к формовочной машине и разгружается опрокидыванием в опоку. Одна смешивающая установка обеспечивает работу двух машин, изготовляющих нижние и верхние полуформы.
Изготовление форм из ЖСС. В формах, изготовленных из жидких самотвердеющих смесей, можно получать отливки любой сложности. Наибольшее распространение эти смеси получили при изготовлении тяжелых и крупных отливок.
Различают два способа приготовления ЖСС. При первом способе жидкую самотвердеющую смесь приготовляют на основе базовой смеси, не имеющей отвердителя и жидкой композиции. Способ приготовления такой же, как и ПСС, но дополнительно в смеситель из специального бункера подается в определенном количестве жидкая композиция. Жидкая композиция состоит из жидкого стекла, ДС-РАС, воды. Приготовляют жидкую композицию отдельно в баках-мешалках, после чего подают в емкости смесителя. Принципиально конструкция смесителя не отличается от изображенного на рис. 25.
При втором способе жидкую самотвердеющую смесь приготовляют на формовочном участке. В специальный бункер, расположенный над смешивающей установкой, подают все компоненты: сухой песок; феррохромный шлак; молотый уголь или древесный пек и жидкую композицию. Принцип работы установки такой же, что и в предыдущем случае, но смешивается большее число последовательно подаваемых в смеситель компонентов.
Наиболее удобны в работе двухрукавные смесители, спроектированные на базе пескометов. Вместо транспортерной ленты большого рукава пескомета вмонтирован двухшнековый смеситель непрерывного действия. Необходимость в метательной головке пескомета в этом случае отпадает. Вместо головки устанавливают устройство типа направляющей воронки, через которую смесь заливается в опоку. Режим работы смесителя автоматический.
В некоторых случаях ЖСС приготовляют в лопастных смесителях (типа бетономешалок) периодического действия. В этом случае смесь транспортируется к опоке в специальных емкостях, имеющих нижний затвор, иногда опока подается под смеситель на рольганге, тележечном конвейере или другим способом.
При изготовлении форм по ЖСС целесообразно применять два состава: облицовочный, которым заполняют до 60% объема формы, и наполнительный, заполняющий остальную часть формы.
Облицовочный состав содержит большее количество крепителя и более прочный.