
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 60. Причины и меры предупреждения дефектов отливок.
Несоответствие размеров отливки чертежу может явиться следствием неправильного назначения усадки сплава при разработке модели или кокиля. Причинами дефектов может быть перекос и неплотное смыкание его частей, перекос или неправильные размеры стержня, коробление отливки и др. Дефект может быть устранен изменением размера полости кокиля или стержневого ящика, повышением плотности смыкания частей кокиля, подгонкой стержня по знакам и другим размерам, осуществлением более поздней выбивки отливки из кокиля для исключения ее коробления.
Несоответствие массы отливки, заданной по чертежу, возникает чаще всего по тем же причинам, что и несоответствие размеров. Кроме этого, такой дефект может образоваться из-за деформации кокиля или «роста» чугуна, из которого кокиль сделан (серый чугун в результате циклических теплосмен увеличивает свой объем).
Спаи на отливке получаются от потоков расплава, потерявших жидкотекучесть и затвердевших до заполнения полости кокиля.
Чтобы избежать образования спаев, кокильщик должен следить за температурой расплава и кокиля, не допускать понижения ее ниже заданной по технологической карте, производить заливку расплава в кокиль непрерывной плавной струей.
Недолив — это не полностью выполненная отливка. Причины этого дефекта те же, что и при образовании спаев, к ним также относятся нехватка расплава для полного заполнения полости кокиля, очень узкие сечения его полости, утечка расплава по разъему матрицы, отдаленное расположение тонкого сечения полости кокиля от места подвода расплава. Для предотвращения этого дефекта принимаются меры по расширению суммарной поперечной площади питателей элементов литниковой системы.
Заливы образуются на поверхности отливки в местах соединения частей кокиля по разъему и иногда по знакам стержней. Причинами возникновения дефекта являются неплотное смыкание частей кокиля, коробление матрицы кокиля, большие зазоры между знаками стержня и соответствующими полостями для их установки в кокиле. Предотвращают заливы очисткой поверхностей стыковки частей матрицы. Ремонт матрицы кокиля проводится специализированной службой цеха или завода.
Перекос — нарушение конструкции отливки по плоскости разъема половин кокиля. Дефект предотвращают ремонтом или наладкой элементов центровки и запорных устройств.
Наиболее часто встречающимися дефектами являются открытые и закрытые раковины и поры в теле отливок. Раковины подразделяют на газовые, песчаные, шлаковые и усадочные.
Газовые раковины (рис. 45, а) — разрозненные объемы воздуха или другого газа, образующие в теле отливки закрытые или открытые полости. Такие раковины имеют гладкую поверхность округлой формы. Причинами образования газовых раковин в отливках являются засасывание воздуха в кокиль при разрыве струи заливаемого расплава, повышения газотворность устанавливаемых в кокиль песчаных стержней и термоизоляционного покрытия, засорение вентиляционных каналов в кокиле, выделение газа из расплава и др. Наружные газовые раковины обнаруживают при визуальном осмотре отливок, а внутренние — методами рентгеновской и ультразвуковой дефектоскопии (см. § 61). Предотвращают возможную причину образования газовых раковин повышением плавности заливки расплава в форму, уменьшением газосодержания расплава и газотворной способности стержней и термоизоляционного покрытия, улучшением вентиляции кокиля. Аналогичным дефектом являются газовые поры, которые чаще всего образуются в результате выделения газа из расплава.
Песчаные раковины (рис. 45, б)—чаще всего открытые различной формы углубления в теле отливки, частично или целиком заполненные стержневой смесью. Они образуются из-за разрушения отдельных частей стержня при его простановке в кокиль или в результате заливки расплава. Причиной такого дефекта может быть недостаточная прочность стержня. Для предотвращения дефекта надо проводить простановку стержня в кокиль очень осторожно, не использовать для литья частично ломанные стержни. После простановки стержней в кокиль удалить из его полости обсыпавшиеся частички стержня.
Шлаковые раковины (рис. 45, в)—открытые или закрытые полости в теле отливки, заполненные шлаком. Они образуются при попадании шлака в полость кокиля вследствие неправильного устройства литниковой системы или в результате небрежной заливки расплава.
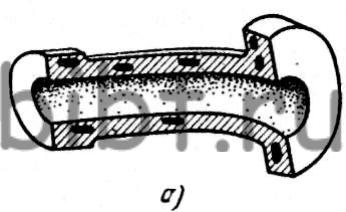
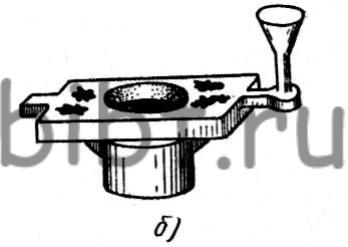

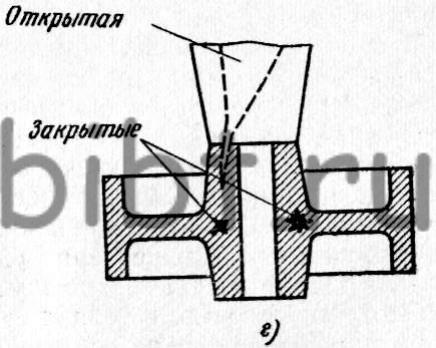
Рис. 45. Раковины в отливках: а— газовые, б — песчаные, в — шлаковые, г —усадочные
Усадочные раковины (рис. 45,г) — открытые или закрытые полости в теле отливки, имеющие неровную внутреннюю поверхность. Они образуются в утолщенных местах вследствие отсутствия прибыли над питаемой массивной частью отливки, из-за заливки в кокиль перегретого расплава, при неправильном устройстве литниковой системы. Усадочные раковины возникают в отливках из сплавов, обладающих повышенной усадкой (сталь, ковкий чугун, медные сплавы). Для предотвращения такого дефекта принимают меры по захолаживанию теплового узла в отливке, удаляют тепловой узел от места подвода питателя, предусматривают или увеличивают прибыль.
Аналогичными дефектами являются усадочные поры, которые в отливке чаще всего размещаются под усадочной раковиной.
Горячие трещины — разрывы тела отливки, характеризующиеся значительной шириной и небольшой протяженностью. Характерной особенностью горячих трещин является их окраска, трещины имеют цвет окалины. Причинами образования таких дефектов являются повышенная усадка отливки при заливке в кокиль слишком перегретого расплава, сопротивление усадке расплава со стороны стержней и других частей кокиля и др.
Холодные трещины — разрывы тела отливки, характеризующиеся небольшой шириной и значительной длиной, образуются в охлаждающихся или уже остывших отливках. Поверхность трещин светлая и не имеет следов окисления. Причинами таких дефектов являются большие внутренние напряжения в отливках с неодинаковой толщиной стенок и в острых углах элементов отливки, а также усадочные процессы, протекающие в отливке вне кокиля. Чтобы не было трещин, кокильщик-сборщик не должен ударять по отливке при удалении ее из кокиля, должен плавно опускать отливку в короб.
Отбел — наличие в тонких стенках и в углах чугунных отливок твердых, не поддающихся механической обработке, мест со светлой поверхностью излома характеризуется наличием в структуре сплава цементита. Причинами отбела являются быстрое охлаждение сплава отливки, повышенное содержание в расплаве марганца и серы, а также пониженное содержание углерода и кремния, заливка расплава в холодный или без термоизоляционного покрытия кокиль.
Несоответствие химического состава и структуры, а также неудовлетворительные механические свойства отливки возникают вследствие неправильной шихтовки или нарушения режима плавки.